�l(f��)���r(sh��)�g�����ٷ�����̎��QՓ���g�[��1��
ժ Ҫ�� ժ Ҫ ��B�˺����X�Ͻ��T����о�ķN�ճ�Y(ji��)����Ӳ��ԭ����ͨ�^��(du��)��ͬ��о���ϵ����W(xu��)���ܡ��l(f��)�����ԡ���ɢ���Լ��ߜسߴ緀(w��n)���ԵČ�(du��)�ȷ������Y(ji��)�ϲ�ͬ�Y(ji��)��(g��u)��о�����������Y(ji��)�˲�ͬ��о���ϵ��m�÷������o���ˑ�(y��ng)�÷�����չ���˺����X�Ͻ��T������о���g(sh��)�İl(f��)չ����
����ժ Ҫ ��B�˺����X�Ͻ��T����о�ķN�ճ�Y(ji��)����Ӳ��ԭ����ͨ�^��(du��)��ͬ��о���ϵ����W(xu��)���ܡ��l(f��)�����ԡ���ɢ���Լ��ߜسߴ緀(w��n)���ԵČ�(du��)�ȷ������Y(ji��)�ϲ�ͬ�Y(ji��)��(g��u)��о�����������Y(ji��)�˲�ͬ��о���ϵ��m�÷������o���ˑ�(y��ng)�÷�����չ���˺����X�Ͻ��T������о���g(sh��)�İl(f��)չ����
�����P(gu��n)�I�~ �����c�X�Ͻ�;��(f��)�s�Y(ji��)��(g��u)�T��;�T����о
�����S�������b�䌦(du��)Ʒ�|(zh��)���ɿ��Ե�Ҫ��Խ��Խ�ߣ���Ʒ�|(zh��)�ď�(f��)�s�Y(ji��)��(g��u)�T����(y��ng)��Խ��Խ�V�������ɹ�·�c��ǻ�Y(ji��)��(g��u)���X�Ͻ��T���Ǻ����I(l��ng)����͵ď�(f��)�s�Y(ji��)��(g��u)�T�������w�C(j��)Һ��ϵ�y(t��ng)�ĸ��N���w���l(f��)��(d��ng)�C(j��)��������(d��ng)ϵ�y(t��ng)�ęC(j��)ϻ��ȼ�Ϳ���ϵ�y(t��ng)�ı��y�w���u�S/�u���l(f��)��(d��ng)�C(j��)�M(j��n)��ϵ�y(t��ng)�C(j��)ϻ�ȡ��@��T�����T�췽���漰���ܘ�֬ɰ���T�졢�������T�����ģ�����T��ȣ����oՓ�ηN�T�췽������о���g(sh��)���nj�(sh��)�F(xi��n)��·�c��ǻ���ɏ�(f��)�s�Y(ji��)��(g��u)�T����ε��P(gu��n)�I���g(sh��)֮һ��
����1 �����X�Ͻ��T����о�N�
���������X�Ͻ��T����о��Ҫ�н��ٹ���о���ЙC(j��)��֬ɰ��о��ˮ�ܘ�֬ɰ��о���o�C(j��)ճ�Y(ji��)����о��ˮ���մ���о�ȡ�
����1.1 ���ٹ���о
�������ٹ���о�������~�ܡ����P䓹ܻ�⁹ܞ�ԭ�ϣ������� �� �� �� �b �A �� �� �� �� �ƣ��� �M �� �� �� �� �� ��о[1��2]�����~����о�T�칤ˇ����Ҋ�D1[3]�����~����оֻ������ɰ���T��ͽ������T�죬�T����ע������ɺ��ß�ĝ����ጢ���~�ܸ��gȥ�����õ�����Ĺ�·�������P䓹���о��⁹���о�ȿ�����ɰ�͡��������T�죬Ҳ����������ģ�����T�죬�����T�����κ�o�����T�����������������ٹ���оͨ�����ڈA�ν��漚(x��)�L��·���T����Σ���·����Сֱ�����_(d��)1.5mm��
����1.2 �ЙC(j��)��֬ɰ��о
�����ЙC(j��)��֬ɰ��о���X�Ͻ��T���еđ�(y��ng)�����V�������g(sh��)���죬����ճ�Y(ji��)�����˹��ϳɵ��ЙC(j��)��֬��
����1.2.1 Pep-set��Ӳ��֬ɰ��о
����Pep-set��Ӳ��֬ɰ��ճ�Y(ji��)���ɾ۱��ѷ�ȩ��֬(�M�֢�)�;ۮ�������(�M�֢�)�M�ɣ�����(�M�֢�)�����A�Եķ����尷��籽��������ण�Ӳ���^�̵Ļ��W(xu��)����(y��ng)����ʽҊ��ʽ[4]��
����Pep-set��֬ɰ��о��Ӳ���^��������ͬ�r(sh��)�M(j��n)�У�������о�Y(ji��)��(g��u)�������ȵ�Ӱ�[5]��������(d��ng)�Ժã�Ӳ�����ɰо��(qi��ng)�ȸߣ�����T�͵ijߴ羫�ȸߡ�����ֲڶȵͣ��V������Ʒ�|(zh��)Ҫ���^�ߵď�(f��)�s�T��[6]��
����1.2.2 ���Ұ����wӲ����֬ɰ��о
�������Ұ����wӲ����ˇ�ַQ PUCB ����ճ�Y(ji��)���ɷ�ȩ��֬(�M�֢�)�;ۮ�������(�M�֢�)�M�ɣ����������Ұ�[7]���ڴ��������£���ȩ��֬�е��u���c�ۮ��������еĮ����������(y��ng)�γɹ̑B(t��i)�����֬�����Ұ����wӲ����֬ɰ��Ӳ��ǰ�������õ�����(d��ng)�ԣ�������о�C(j��)���������Y(ji��)��(g��u)�Π��(f��)�s�����漚(x��)������о������܇�I(l��ng)��(y��ng)��ʮ�֏V����������ں����I(l��ng)��Ҳ��u�_ʼ��(y��ng)�á�
����1.2.3 ���Ӳ��֬ɰ��о
�����X�Ͻ���о���õ��֬ճ�Y(ji��)���Ǹߵ����Ϳ����֬������ȩ�֬(UF/FA)�����ЙC(j��)����������̻���[8]���֬�Ĺ̻��C(j��)�����^��(f��)�s��Ŀǰ��(du��)Ӳ���C(j��)�����J(r��n)�R(sh��)��δ�y(t��ng)һ[8��9]�������^�c(di��n)�J(r��n)���֬�ķ��ӽY(ji��)��(g��u)�д������������u�����܈F(tu��n)�������Խ��|(zh��)�У��u���c���x�� H+ �ɰl(f��)������(y��ng)�γɼ���̼�x�ӣ�R����̼�x���c R ���������ã�ʹ��֬�ķ���朲���s�����L����֬��˶��̻�����K�γ� R-CH2-[R-CH2]n-R�����⣬૭h(hu��n)�p�I������������Է�����������ʽ���_��ͨ�^�u��֮�g�Ŀs�۷���(y��ng)��̼̼�p�I�ļӳɷ���(y��ng)���������w�Y(ji��)��(g��u)[10]��
����1.2.4 ����Ը�Ĥɰ��о
��������Ը�Ĥɰ��ճ�Y(ji��)���ɟ����Ծ��Է�ȩ��֬�������μ��İ�[����������Ʒ������ʽ��(CH2)6N4]��̻�������Ӳ֬���}�静����[11]��ճ�Y(ji��)��������ԭɰ���棬�ܟ�r(sh��)��ȩ��֬�ۻ����ڞ�����Ʒ�ֽ�a(ch��n)���ā��������£��ɾ��ԽY(ji��)��(g��u)Ѹ���(li��n)�Y(ji��)���w�ͽY(ji��)��(g��u)���̻���
��������Ը�Ĥɰ�ڼӟ�̻�ǰ����ȫ��ɢ��B(t��i)����˾��кܺõ�����(d��ng)�ԣ��̻���(qi��ng)�ȱ��^�ߣ��e�m����������(x��)�L����漚(x��)���ď�(f��)�s��о;�oՓ������о�C(j��)��о���ֹ���о�����Ƃ��݆��������ɰ���o��(sh��)����о��
����1.3 ˮ�ܘ�֬ɰ��о
�������ЙC(j��)��֬��ճ�Y(ji��)���Ę�֬ɰ��о���ϼ���о��ˇ��(du��)�h(hu��n)������һ����Ⱦ�������T����I(y��)�ھGɫ���坍���a(ch��n)������Ƅ�(d��ng)�£���21���o(j��)���_�l(f��)�����m�����X�Ͻ��T���ˮ�ܘ�֬ճ�Y(ji��)����ˮ�ܘ�֬ճ�Y(ji��)����(sh��)�H���ǟ�̻�ֲ�ﵰ�ף����ß�о�й�ˇ��о����ע���T��������ˮ�У�ճ�Y(ji��)���ܽ�ʹɰо��ɢ[12]�������� Homel��˾�cͨ����܇��˾(li��n)���_�l(f��)�� GM bondճ�Y(ji��)��[13��14]������(n��i)Ҳ��u�_ʼ��(y��ng)��ˮ�ܘ�֬ճ�Y(ji��)��[15]��ˮ�ܘ�֬ɰ��о���ڽ�(j��ng)ˮ���ݺɝ�ɢ�������о������оɰ����ʮ�ֱ�ݣ��dz��m����������(f��)�s����о���������a(ch��n)�^���ܺĵ͡���ȾС��ˮ�ܘ�֬ɰ�ڴ��h(hu��n)��������������ʹ��(qi��ng)���½����l(f��)�������ӣ���ˣ���о�Ĵ惦(ch��)��Ҫ���h(hu��n)����
����1.4 �o�C(j��)��֬ɰ��о
�����o�C(j��)��֬ɰ��ճ�Y(ji��)����Ҫ�Ѓ��һ��ɸ��Թ����c�ʹ��M(j��n)���M�ɣ���һ����ɸ��������}�����ӄ��M�ɡ��ѽ�(j��ng)��(y��ng)�õ���Ҫ��INOTECTM�o�C(j��)ճ�Y(ji��)����COR-DIS�o�C(j��)ճ�Y(ji��)����
�������Թ����c������-OH ���ڼӟ���r�°l(f��)���s�۷���(y��ng)���γ��w�ξW(w��ng)��Y(ji��)��(g��u)��ʹɰ��ճ�Y(ji��)��һ��[16]�����������}ɰ����Ӳ�ͼӟ�Ӳ���ɷN�����õ��Ǽӟ�Ӳ������Ӳ���C(j��)���������}�е�-O-H �I�l(f��)���s�۷���(y��ng)���γɾW(w��ng)��Y(ji��)��(g��u)��ʹɰ���Y(ji��)����һ��Ӳ������(y��ng)ʽ����[17]��
������ˮ�ܘ�֬ɰ��о���ƣ��o�C(j��)��֬ɰ��о�ڴ��h(hu��n)����Ҳ����������ʹ��(qi��ng)���½����l(f��)�������ӣ���ˣ�Ҳ��Ҫ���Ĵ惦(ch��)�h(hu��n)����
����1.5 ˮ���մ���о
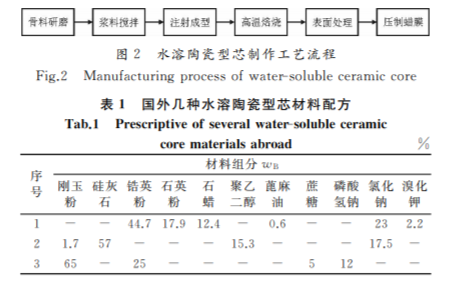
����ˮ���մ���о���Ծ��Ҷ�����ʯϞ���ЙC(j��)����B(t��i)ճ�Y(ji��)����ˮ���ԟo�C(j��)�}��ɑB(t��i)ճ�Y(ji��)����ʯӢ�ۡ�����ۻ��Ӣ�۞���ϵ���о����;����ע����η������Ƴ��Σ���(j��ng)�ߜر��������M(j��n)�б����ˮ̎�����@�ÿ���ʹ�õ���о[18]�����Ƃ乤ˇҊ�D2��ˮ���մ���о���б���❍���ߴ羫�_�����c(di��n)������������(f��)�s���ܵĽY(ji��)��(g��u)����ĿǰΨһֱ��������ģ�T���γɏ�(f��)�s��ǻ�Y(ji��)��(g��u)����о���ϡ���1�����Nˮ���մ���о���ϵ��䷽[18��19]��
����2 ��ͬ��о���ϵ�����
����2.1 ��(qi��ng)��
������2�����a(ch��n)�l���²�ͬ������о�ď�(qi��ng)��[13��20]�����Կ���������Ը�Ĥɰ�����Ұ����wӲ����֬ɰ��ˮ�ܘ�֬ɰ���o�C(j��)��֬ɰ�������^�ߵď�(qi��ng)�ȣ��� Pep-set��Ӳ��֬ɰ�����Ӳ��֬ɰ�ď�(qi��ng)���Ե͡�
����2.2 �l(f��)������
�����D3���� �a(ch��n) �l �� �� �y ԇ �� 5 �N ɰ �� �� �l(f��) �� �� ����[21��23]�����Կ�����Pep-set��Ӳ��֬ɰ��0��40s��(n��i)�l(f��)��������������11mL/g���S����������12mL/g����u�½�;���Ӳ��֬ɰ��0��20s��(n��i)�İl(f��)��������������6.5mL/s��20��80s��(n��i)�İl(f��)��������������8.5mL/s����u����;���Ұ����wӲ����֬ɰ�İl(f��)�������c�֬ɰ�ӽ������l(f��)�����Ե�;����Ը�Ĥɰ�İl(f��)������0��100s��(n��i)���^�����ٶ�������8.5mL/s��Ϳ����½�;�o�C(j��)ճ�Y(ji��)��ɰ��0��20s��(n��i)������4.5mL/s����20��80s��(n��i)�dz�������������5 mL/s�������͡���0��20s��(n��i)��Pep-set��Ӳ��֬ɰ�����Ӳ��֬ɰ�����Ұ����wӲ����֬ɰ�İl(f��)���ٶȺͰl(f��)�����ӽ��������ڟ���Ը�Ĥɰ�͟o�C(j��)ճ�Y(ji��)����ɰ�İl(f��)���ٶȺͰl(f��)������ˮ�ܘ�֬ɰ�İl(f��)����С��12mL/g���l(f��)��r(sh��)�g�^��[15]��
����2.3 ��ɢ����
������֬ɰ�ĝ�ɢ�C(j��)����ճ�Y(ji��)���еĻ��W(xu��)�I�ڸߜ��������ƉĻ��������������ѣ���ʧ��(du��)ɰ�������`����[24]���ЙC(j��)��֬ճ�Y(ji��)���еĻ��W(xu��)�I��Ҫ�� C-C��C-O��C-N �I���o�C(j��)ճ�Y(ji��)���еĻ��W(xu��)�I��Si-O��P-O �I��
����C-C��C-O��C-N �I���I���ஔ(d��ng)������ͬ��֬ճ�Y(ji��)���̻���ľW(w��ng)�j(lu��)�Y(ji��)��(g��u)��ͬ����˽�(j��ng)�v�ߜغ���F(xi��n)����ͬ�ĝ�ɢ�ԡ����^���ԣ�����Ը�Ĥɰ���֬ɰ�ĝ�ɢ���Բ��� Pep-set��Ӳ��֬ɰ�����Ұ����wӲ����֬ɰ��Pep-set��Ӳ��֬ɰ�����Ұ����wӲ����֬ɰ��о��(j��ng)�������mȻ��ȫ��ɢ�����S���ضȽ��ͣ��@Щ��ɢ��оɰ �� �� �� ճ �Y(ji��) �� һ ���� �� �K �ʹ �� о �� �� ���y[21��24];�����Ӳ��֬ɰ��о������Ը�Ĥɰ��о��(j��ng)�ߜر�������о��ȫ��ɢ���Ҳ��S���ضȽ��Ͷ���׃�����Ҝؕr(sh��)��Ȼ���֝�ɢ��B(t��i)��
����Si-O �I�I���^�ߣ�Ŀǰ�̘I(y��)��(y��ng)�õĸ��Թ����cճ�Y(ji��)����ͨ�^���Ӵ��M(j��n)������ճ�Y(ji��)���I���в����A(y��)���Ĕ����c(di��n)����(d��ng)�����_(d��)��һ��ˮƽ��ʹ�I�����;������ͨ�^���Ӵ��M(j��n)����׃ Si-O �I��(sh��)���ͷֲ��ΑB(t��i)��������䝢ɢ����[25]��������ˣ����Թ����c��о�ĝ�ɢ���Ա��ЙC(j��)��֬ճ�Y(ji��)����о��Ը��������}��ճ�Y(ji��)������оɰ��֮�g��ճ�Y(ji��)Ĥ���մɽY(ji��)��(g��u)�������^�ߵĴ��ԣ��������Բ�T���^����������о��(n��i)��ӜضȲ�O�a(ch��n)���Ѽy��ʧȥ��(qi��ng)�ȡ����⣬Ӳ����������}ճ�Y(ji��)Ĥ���нY(ji��)��ˮ���ܟ�r(sh��)ˮ�ֵ��w��ʹճ�Y(ji��)Ĥ�l(f��)���տs���a(ch��n)����(y��ng)����Ҳ��ʹճ�Y(ji��)Ĥ�Ɖ�[26]����������}ճ�Y(ji��)����Ӳɰ���кܺõĝ�ɢ�ԡ�
����ˮ�ܘ�֬ɰ��о��ˮ���մ���о�е�ճ�Y(ji��)���ڝ�ע�Y(ji��)������ˮ�ܽ⣬��ʧճ�Y(ji��)������ʹ��о��ɢ����о�ĝ�ɢ��һ����ȡ�Q��ճ�Y(ji��)�����ܽ����ܣ���һ����ȡ�Q����о�cˮ�Ľ��|��e�����|��eԽ����оԽ���ם�ɢ��
�������a(ch��n)������ͨ�^�C(j��)е���(d��ng)ʹ��о���飬����������о���C(j��)е���(d��ng)�o������Ě�����о�M(j��n)һ�����øߜر������߉�ˮ�_ϴ�ķ�ʽ�M(j��n)��������ˮ�ܘ�֬ɰ��о��ˮ���մ���о��Ҫͨ�^ˮ�ܷ�ʽ�M(j��n)����������(du��)�ں�ˮ���|��eС����о��������(d��ng)ˮ��߉�ˮ�_ϴ���Լ�����о�ĝ�ɢ����о��ɢ�ԵĺÉ���ҪӰ����a(ch��n)Ч�ʺ���ǻ��(n��i)�ĝ����ȡ�
����2.4 �ߜسߴ緀(w��n)����
������֬ɰ��о�ڝ�ע�^�������ڸ���λ����(n��i)���ܟ����ճ�Y(ji��)���������ֽ��ԭ��(hu��)�a(ch��n)��һ����׃�Σ���(du��)�ڼ�(x��)�L����о���@�N׃�θ������@����(du��)�T���ߴ�Ӱ푸������о��������֬ɰԇ���ڸߜ��®a(ch��n)���^���׃�Σ������Ұ����wӲ����֬ɰ�ͷ�ȩ��֬��Ĥɰ��׃�����^С����׃�η���(j��ng)�v��u���L�ٿs�̵��^�̡��@Щ�F(xi��n)���c��ͬճ�Y(ji��)���̻��r(sh��)�Ľ�(li��n)�̶ȡ���(j��ng)�v�ߜغ� (li��n) �� �� �� ׃ ������ �� �� �� �� �� ԭ ɰ �� �� Û ���P(gu��n)[21��23]��
����3 ��ͬ��о���ϑ�(y��ng)��
������ͬ������о���в�ͬ�����ܺ����c(di��n)���Ķ��Q�����䲻ͬ�đ�(y��ng)�È��ϡ�
�������Ρ���(f��)�s�Ǻ����X�Ͻ��T����(n��i)ǻ�Y(ji��)��(g��u)����Ҫ���c(di��n)����ͬ�Y(ji��)��(g��u)����о��(du��)��о���ϵď�(qi��ng)�ȡ��l(f��)����/�l(f��)���ٶȺ͝�ɢ�Ե�����Ҫ����к����ľC��ƥ�䡣
�������ٹ���о�γɵĹ�·���гߴ羫�_����(n��i)����❍���͉����ܸߵ����c(di��n)��ȱ�c(di��n)�ǹ�·�����Π����ޡ�������ˇ�������~����оȥ������(du��)�h(hu��n)���a(ch��n)����Ⱦ�����⣬�ڸ��g�ԭh(hu��n)���У����� Fe�� Ti��늘O�λ���� Al����(hu��)��(du��)�X�Ͻ���w�a(ch��n)�����g����ˣ����ٹ���о��������X�Ͻ��T���еđ�(y��ng)��Խ��Խ�١�
�����o�C(j��)��֬ɰ�����^�ߵď�(qi��ng)�ȡ��Ͱl(f��)�����Ͱl(f��)���ٶȣ�ͬ�r(sh��)���кܺõĝ�ɢ�ԣ��m���ڴֽY(ji��)��(g��u)��ʽ����о����(du��)�ڼ�(x��)�L���Ś��Բ����о�����Ѓ�(y��u)�ݡ�
�������P(gu��n)֪�R(sh��)���]�������������Щ��(sh��)��(j��)�����(qu��n)��
����Pep-set��Ӳ��֬ɰ�����ڝ�ע�A�ΰl(f��)���ٶ���죬��K�İl(f��)�����������о�Ľ���Һ�]�����̕r(sh��)����о�a(ch��n)���Ě��w�����ܼ��r(sh��)�ų����O��ʹ�T���a(ch��n)���ܚ�ȱ�ݡ���� Pep-set��Ӳ��֬ɰ�m��������������о����Ҫ�r(sh��)��Ҫ�O(sh��)���Ś�ͨ����
�����֬ɰ��(qi��ng)���^�ͣ���ע���ڰl(f��)���ٶ��^�죬���w�l(f��)�������ߣ��m���ں����о��������S����֬ɰ3D��ӡ���g(sh��)�İl(f��)չ���֬ɰ�ɞ�3D ��ӡ��о����Ҫ���ϡ�����3D ��ӡ����о��ͬ�r(sh��)���Դ�ӡ���Π��(f��)�s���Ś�ͨ�����������о���Ś����ܣ���ˣ�ͨ�^���ճ�Y(ji��)������������ߏ�(qi��ng)�ȣ�ͬ�r(sh��)����о�д�ӡ���Ś�ͨ�����˷����֬ɰ��(qi��ng)�ȵ͡��l(f��)���ٶȿ��ȱ�c(di��n)��Ŀǰ�V����(y��ng)���ڼ�(x��)�L��·�ͼ�(x��)�������(f��)�s��о��3D��ӡ��
�������Ұ����wӲ����֬ɰ�����^�ߵď�(qi��ng)�ȣ��ڝ�ע���ڵİl(f��)���ٶ��^�죬�����w�l(f��)�����^�ͣ��m�����������漚(x��)���ď�(f��)�s��о���L���^�̵Ĺ�·��о��
��������Ը�Ĥɰ��(qi��ng)�ȸߣ��ڝ�ע���ڰl(f��)���ٶȵͣ����w�l(f��)�����^�ߣ��m�����������漚(x��)���ď�(f��)�s��о����(x��)�L��·��о�����ڲ��ß�о����о��ˇ�����m������������о��
����ˮ�ܘ�֬ɰ�����^�ߵď�(qi��ng)�ȣ����l(f��)����Ҳ�^�����ڲ��ß�о�й�ˇ��о������m����ֱ���^��Ĺ�·��о������^�����о��
�����o�C(j��)��֬ɰ��ˮ�ܘ�֬ɰ����������(du��)����о�M����Ҫ�^�L�r(sh��)�g�ď�(f��)�s�T�ͱ��茦(du��)��о���T���M(j��n)�з���̎����
����ˮ���մ���о����ģ�T�����m�����γɏ�(f��)�s���ܵĿ�ǻ����·�ȽY(ji��)��(g��u)���Sģ�߉���Ϟ?z��i)�����һֱ�������͚��?n��i)��ֱ����ע�Y(ji��)������T��������������ˮ���մ���о�Ƃ���Ҫ��(j��ng)�^�{��ע����͡������^�̣���(x��)�L����о���a(ch��n)��׃�Σ���Ҫ����о�^�����M(j��n)�гC�κͳߴ�z�(y��n)���Ա��C��о�ߴ�Ĝ�(zh��n)�_�c��(w��n)����ˮ���մ���о�ı����ˮ�����͚������^���б��Ɖģ���(y��ng)���r(sh��)��ע����t�����������Ɖ�����о�ı���ֲڶȡ������D4���D6�鲿����о������������о��
����4 �X�Ͻ���о���g(sh��)δ��չ��
�������ɻ������ڻ������_���Ǻ����X�Ͻ��T���Y(ji��)��(g��u)��ʽ�İl(f��)չڅ�ݣ��ߏ�(qi��ng)���ם�ɢ���Ͱl(f��)�⡢�ߴ�᷀(w��n)���������nj�(du��)δ����о���ϰl(f��)չ�Ļ���Ҫ��
�������y(t��ng)�ЙC(j��)��֬ɰ��о��ijЩ�������mȻ���ڲ��㣬���Y(ji��)���T�칤ˇ���ԝM���һ���(f��)�s�̶��X�Ͻ��T�������a(ch��n)���Ԍ��ں����X�Ͻ��T�����a(ch��n)��ռ��Ҫ��λ������(du��)�ھ��м�(x��)�L��·����(x��)����ǻ�Y(ji��)��(g��u)�ď�(f��)�s�̶Ⱥܸߵ��X�Ͻ��T�����o�C(j��)��֬ɰ��ˮ���մ���о���ϵ����܄t�w�F(xi��n)�������@�ă�(y��u)�ݡ��Y(ji��)��3D ��ӡ���g(sh��)��ʹ��о���w���������@��������о�M�ϵijߴ羫�ȣ��Ķ�����T����(n��i)���Y(ji��)��(g��u)�ijߴ羫�ȣ����зdz��V韵İl(f��)չ�͑�(y��ng)��ǰ����——Փ�����ߣ��静�� �� ��(qi��ng) ���W(xu��)�D ������ �� ��
������ �� �� �I(xi��n)
����[1] ����.�X�Ͻ��w�ļ�(x��)���T�칤ˇ[J].�طN�T�켰��ɫ�Ͻ�2008��28(3)��216-218.
����[2] ���A��.�X�Ͻ��T�����~�ܳ�����·�ļ��g(sh��)[J].�طN�T�켰��ɫ�Ͻ�2010��30(7)��682-684.
����[3] ������.�T���փ�(c��)������-�T����F�Ͻ�[M].�������C(j��)е���I(y��)�����磬2002.
����[4] GIENIECA��HURKESNC��VIETORISP��etal.Pep-set-aneffi-ciencyandenvironmentallyfriendlybindersystem[J].FoundryTradeJournal��December��2015��35(6)��344-345.
����[5] �÷�������w���w����.Pep-set��֬ɰ��ˇ�о��c��(y��ng)��[J].�����T呼���2003(3)��27-29.
����[6] ���h(yu��n)��.�T�����Ͳ��ό�(sh��)���փ�(c��)[M].�������C(j��)е���I(y��)�����磬2009.
����[7] ���K�������i������.���Ұ�����о����о��ˇ�đ�(y��ng)��[J].�F(xi��n)���T�F��2014(4)��20-25.
����[8] ����A��ꖣ����𣬵�.�֬�̻��wϵ����̻��C(j��)���о��M(j��n)չ[J].���ό�(d��o)��(b��o)��2014��28(10)��81-84.
����[9] ����.�֬ճ�Y(ji��)�������Լ������T�����a(ch��n)�еđ�(y��ng)��[J].���Ͳ��ϣ�2004(4)��14-19.
����[10] �����|�������壬�n�S����.��(du��)�ɷN�����Է�ȩ��֬�̻�����(y��ng)�C(j��)���о�[A].��ʮ�����Ї��T��f(xi��)��(hu��)���(hu��)�����T��Փ�����������Ї���u�����T��I(y��)Փ��Փ�ļ�[C].������2016.
����[11] ���.��Ĥɰ�x�^(q��)������Y(ji��)��ˇ����(sh��)�о�[D].̫ԭ���б���W(xu��)��2017.
����[12] CLAUDIO M��MASSIMO M.Innovativefoundrytechnologiesforsafetyaluminumsuspensionpartsandcomplexcastings[A].SAETechnicalPaperSeries[C].Detroit��2001.
����[13] ANDREA F��MARCELLO B.Coresystemalignswithprotein-basedbinderforproductionpurposes[J].ModernCasting��2003��93(3)��60-61.
����[14] SHIJY��HUANGTY��HEZM.Technologyandmechanismofanewprotein-basedcoresandforaluminumcasting[J].Trans.NonfrrrousMetSoc.China��2001��11(4)��488-491.
����[15] �����������.ˮ���Ԙ�֬���T�����a(ch��n)�еđ�(y��ng)��[J].�Ї��T���b���c���g(sh��)��2004(4)��48-49.