�l���r�g�����ٷ�����̎��QՓ���g�[��1��
ժ Ҫ�� ժҪ�� �ڙCе�����I��Һ�����������e���p�ص����ã������nj��F�O����Ԅӻ�������ͨ�^�����̙Cе���f����Aĥ�������_�����\�Ӽ���M���С�������ĥ����Ҫ�Ĺ����_������·�������_�ք��cҺ����ГQ�����i��·��ɰ݆�ܵĿ����M�o���˳���·��β��피�ĊA�o�c���_
����ժҪ�� �ڙCе�����I��Һ�����������e���p�ص����ã������nj��F�O����Ԅӻ�������ͨ�^�����̙Cе���f����Aĥ�������_�����\�Ӽ���M���С�������ĥ����Ҫ�Ĺ����_������·�������_�ք��cҺ����ГQ�����i��·��ɰ݆�ܵĿ����M�o���˳���·��β��피�ĊA�o�c���_��·���C������λ�������z����ĸ���g϶��������·��Ԕ�M����;�����Y�f����Aĥ��Һ������ϵ�y�ĽY�����c�����ں����f����Aĥ��Һ������ϵ�y�����������켰�����OӋ����һ���ą����rֵ��ָ�����x��
�����P�I�~�� �f����Aĥ��;���Ӹ�;ɰ݆;���i�y;��ͣ�y;�M�o�y;�z����ĸ��;����y;�Ȍ��y;Һ��ʽ�Q���y
����0 ����
������������S���Ƽ��IJ����M���Cе�Ԅӻ��̶�Խ��Խ�ߣ��S���ք��O����u���Ԅӻ��O�������;�Ԅӻ��O�䲻�H�ܴ���Ƚ����˵Ąڄӏ��ȣ�����Ҫ�������aЧ�ʸߡ��ӹ��������������Ҳ�h�����ֹ��������ڹ��I���a�в�ͬ���O��������Ԅӻ��̶Ⱥ�ԭ���ϵIJ�ֿɷ֞飺늚��Ԅӻ����Cе�Ԅӻ����≺�Ԅӻ���Һ���Ԅӻ�����Һ�M���Ԅӻ����Һ�M���Ԅӻ���늚�Һ�M���Ԅӻ��ȵ�;�f����Aĥ�����Dz����ˏ�����Һ�M�ρ팍�F�O����Ԅӻ��ġ��@���H�����������O��������ʺ���������aЧ�ʣ�����Ҫ���ǽ�������������a�ɱ��������f����Aĥ�����f�������ֵĄ�����Ҫ�ǿ�Һ�����Ӂ��ӣ����Ҫ�˽��f����Aĥ���ľ��w�����^�̣��P�I��Һ����·�����������;�������܉���ȫ�˽���Ȳ�Һ����·�ľ��w����ԭ�����͕��o���ڵ�ʹ���þS�o�����M�OӋ�������y���b�ڴˣ�����ͨ�^���O���Һ����·���w������Ԕ�M����(����ƪ����늚ⲿ���@�ﲻ��٘��)���o�����O��ĸ��M�OӋ���S�o���B�ṩ������
����1 ��Aĥ������
�����f����Aĥ���O����Ҫ����ĥ�����D��������A���桢��A�F���ȿױ���ȣ���ĥ�����ȿ��_ 1-2 ��������ֲڶȞ� T8-T10 ��[1]���錍�F�C�����Ԅӻ���Ч�ʻ����I��Ҫ��C���܉F���ٹ����_�����̈́����������f����Aĥ����ĥ������Ҫ���^�ߣ�һ��ĥ���������M�o�ٶȶ�����̫�ߣ����\���ٶ�Ҫ������� 0.1-0.5m/min ֮�g�����M�Пo���{��[1]������ھ���ɰ݆��Ҫ��C�������\�D�r�o���ЬF��;�����_�چ��ӡ�ֹͣ�rҪѸ�٣��Q��rҪƽ���o���ӬF���Լ��^�ߵēQ�ȣ��ԝM��ĥ���A���S���ľ���Ҫ��ͷ�ֹ��ɼӹ��¹ʡ���ɰ݆���M��ҪѸ�٣���ĥ���ӹ��У����ˌ��F�aƷ�ĸ�Ч��ȫ���a�����b���rҪ��C�����H�܉��M��Ѹ��߀Ҫ���^�ߵ�ƽ���ԣ��ڜy�������r߀Ҫ�܌��F��Ч���؏Ͷ�λ���ȣ��ȈAĥ���rҪ�܉��iס���ӣ����C������ȫ[1]����β��피�ĊA�o�c���_�����˱��C�����ĥ���r�Ķ�λ���ȣ��C������Һ��피�A�o�C���������M�ЊA�o�c���_�����˱��C��ȫ��Ҫ��C��ɰ݆����ǰ피��ȊA�o���ɰ݆���M�빤����ĥ���ꮅ����߄����t�෴�����O�䝙�����C���� V �͌�܉����ƽ�挧܉�����L��z����ĸ�����l�������Ľ��|̎����Һ��ϵ�y�M�Н������ڱ��C���ĥ�����ȵ�ͬ�rҲ����˙C��ʹ�É�����
����2 �C��Һ����·����ԭ��
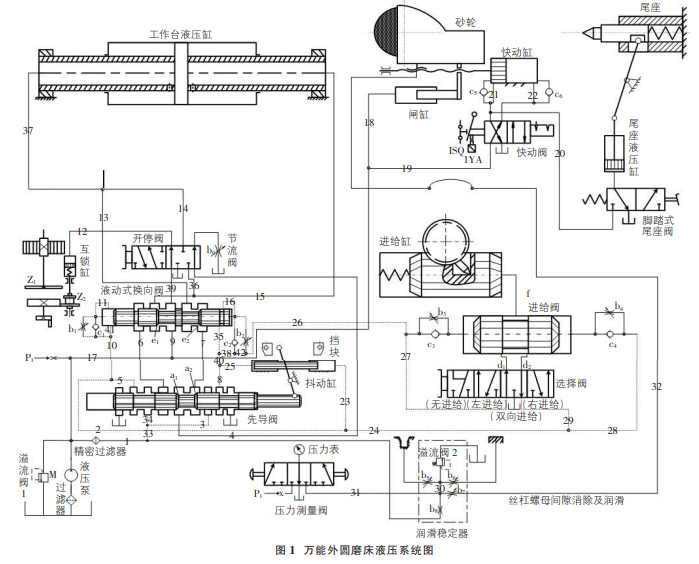
�����f����Aĥ��Һ����·�Ĺ���ԭ����D 1 ��ʾ��ԓ�D��������Aĥ�����F�Ԅӻ������ĺ��ģ��F�քe��������Ƅ����^�����£�
����2.1 �����_�����\�ӻ�·
�����ٹ����_���С����_ͣ�y��λ����ϵ�y��Һ��ʽ�Q�� �y���Ȍ��y��̎�ڈD 1 ��ʾ�Ҷ�λ�Õr����Һ�M�빤���_Һ������ǻ�Ƅӹ����_����;������·�飺
�����M��·��Һ���ù���→��· 17→��· 9→Һ��ʽ�Q���y��λ→��· 15→�����_Һ������ǻ;����·�������_Һ������ǻ��Һ→��· 37→��· 13→Һ��ʽ�Q���y��λ→ ��· 7→�Ȍ��y��λ→��· 4→�_ͣ�y��λ→�����y(b9 ) →����;�˕r�����_Һ�������У��ٶ��ɹ����y b9 ���{����
�����ڹ����_���С��������_Һ�����������A��λ�Õr�����ϵ�����K�܄��c�Ȍ��yо���B�ӵIJٿv�U���Ƅ��Ȍ��y�yо���ƣ������_�_ʼ�Q��;�Ȍ��y�yо�������Ƅ��^���У��yо�ж��҂�о�F a2 ������·�y��(��· 7→��· 4 �y��)��u�PС��ʹ�����_���m���p���Ƅӣ����F�����_���A�Ƅ�;���Ȍ��y�yо�^�m�����Ƅӕr�����҂���· 3 �c��· 8 ��ͨ���Ȍ��y�yо����ȭh�ی���· 34 ����· 5 ͬ�r��ͨ�����䣬������·���ГQ���˕r���Ӹ����������������·ϵ�y�У��ʹ�Ȍ��y�yо���������Ƅ�;����·�飺
�����M��·��Һ���ù���→�����^�V��→��· 1→��· 33→��· 3→�Ȍ��y��λ→��· 8→��· 25→���Ӹ���ǻ;����·�����Ӹ���ǻ��Һ→��· 23→��· 2→��· 5→�Ȍ��y��λ→����;�Ȍ��y�yо�ڶ��Ӹ��ӸܗU�������¿��������Ƅӌ��F�yо����������
����2.2 �Q���·
�������Ȍ��y�yо�Ƅ�һ�ξ��x֮�ٿvҺ��ʽ�Q���y�Ŀ�����·�l��׃�Q;�������·�飺
�����M��·��Һ���ù���→�����^�V��→��· 1→��· 33→��· 3→�Ȍ��y��λ→��· 8→��· 40→��· 38→ �����y(c2 )→Һ��ʽ�Q���y�Ҷ�;
��������·��Һ�ӓQ���y�yо�������^���н��v����׃�Q�����F�yо���F��һ�ο���→�����Ƅ�→�ڶ��ο������ʹ�����_Һ���דQ�����A�ƄӺ��ֽ��v��Ѹ���Ƅ�→ ͣ��→Ѹ�ٷ����Ƅ������A��;��Һ��ʽ�Q���y���ǻ������Ļ���·ҕ�yо��λ�ò�ͬ�Ⱥ������l��·���քe�飺
������Һ��ʽ�Q���y�yо��һ�ο������ƻ���·��Һ��ʽ�Q���y������yǻ����Һ→��· 10→��· 5→�Ȍ��y��λ→���䡣�Q���y�yо�����ͨ����Ѹ�����ƣ����F�yо�ĵ�һ�ο���[2];��Һ��ʽ�Q���y�yо�҂��y�F(e2 )��u�������P�]��· 13→��· 7 ���Ϳڕr�������_���A�Ƅ��D��Ѹ���Ƅ�;��һ�ο���ʹ�Q���y�yо�в��_�A�������yǻ�����̎(����ی��ȴ����_�A����)��ʹ�����_Һ���׃�ǻ��Һ��ͨ�������_ֹͣ�\��[3]��
�������Q���y�yо�ډ����͵��������^�m���Ƹ��w��· 41 ��Һ��ʽ�Q���y�yо��һ�ο����Y�����yо�S���D����������;�˕r���y�w��ǻ����·��׃�飺
������Һ��ʽ�Q���y�yо�������ƻ���·��Һ��ʽ�Q���y������yǻ����Һ→�����y(b1 )→��· 10→��· 5→�Ȍ��y��λ→����;���ړQ���y���g����ی��ȴ����yо�в��_�A���ȣ�����yо���������ƵĶ̕��r�g�ȣ������_Һ���׃�ǻ�^�m���ֻ�ͨ���������������_�ڷ���ǰ���c���ֶ̕�ͣ������ͣ���r�g�ɹ����y(b1 )�{�����{�������� 0��5S[4]��
�������Q���y�yо�ډ��������������Ƶ���ȭh�ی���· 11 �c��· 41 �Bͨ�r��ʹ�Q���y���ǻ�w�е���Һ׃�Õ�ͨ�o�裬���F�yо�Ķ��ο���;�˕rҺ��ʽ�Q���y��ǻ����·׃�Q�飺
������Һ��ʽ�Q���y�yо�ڶ��ο������ƻ���·��Һ��ʽ�Q���y������yǻ����Һ→��· 11→��· 41→��· 10→��· 5→�Ȍ��y��λ→����;�c��ͬ�r����·���ГQ;�����_Ѹ�ٷ��������\��;���˹����_�������Q���^�̽Y��;Һ�������_����(����)����;����·�飺
�����M��·��Һ���ù���→��· 17→��· 9→Һ��ʽ�Q���y��λ→��· 13→��· 37→�����_Һ������ǻ;
��������·�������_Һ������ǻ�е���Һ→��· 15→Һ��ʽ�Q���y��λ→��· 6→�Ȍ��y��λ→��· 4→�_ͣ�y��λ→�����y(b9 )→���䡣
�����������_�������A��λ�������ғ��K�r���Ȍ��y�yо�ڸܗU�����������Ƅ��؏������Q���^�̣����F�����_���ԄӓQ��(�@������ƪ������٘�����x�����dȤ�����з���)��
����2.3 �����_�ք��cҺ�ӻ��i
���������ڹ����_���bж�㲿�����㡢��ݵ���Ҫ�������_�����\�ӳ��O��Һ�ӷ�ʽ֮��߀�O�����քӷ�ʽ����D 1 ��ʾ���քӷ�ʽ������݆���X݆���X�l�șC���M�϶��ɡ����ք��c�Ԅӷ�ʽ֮�g�û��i���_ͣ�y��ρ팍�F������ГQ;ͬ�r���i��߀�Ɍ��F�Ԅӷ�ʽ�¹����_�������\�Еr��݆�iֹ���ӣ���Ч��������݆���D���˵�Σ�U���ڌ��H�����ж�����Ҫ��ГQ�r����w�^�̞飺
�����Ԅӷ�ʽ���Ԅӷ�ʽ�¹����_Һ���������\����Һ����·�����ƣ����w�^��Ҋǰ��;���_ͣ�y�Ҷ�λ�ý���ϵ�y�r(�D 1 ��ʾλ��)�����i�ןo�Uǻ����Һ��ϵ�y����Һ���͵��������Ƅӻ��i���л������s�ЗUǻ�Џ����ʹ�X݆ Z1 �c Z2 Ó�_���ϣ����F��݆�iֹ;�Dʾ��r�����iֹ��·�飺��݆�iֹ��·��Һ���ù���→��· 17→��· 9→ Һ��ʽ�Q���y��λ(��λ)→��· 39→�_ͣ�y��λ→��· 12→���i�ןo�Uǻ;�քӷ�ʽ�����_ͣ�y��λ����ϵ�y�r�����i�ןo�Uǻ��Һ�ӻ����䣬Z2 �ڻ��i���ЗUǻ���ɵ������������c Z1 ���ϣ������ք��ӹ����_��ʽ;��Σ����_ͣ�y��λ����ϵ�y�r�������_Һ�������҃�ǻ��Һ��ͨ��̎�ڸ��Ӡ�B�������F���Ԅӷ�ʽ���քӷ�ʽ���ГQ�����u����݆�����ӹ����_���������\��;��Ҫ�ٴ��ГQ���Ԅӷ�ʽ��ֻ�茢�_ͣ�y��λ����ϵ�y���ɡ�
����2.4 ɰ݆�܌��F�����M�o���˳�
��������������aЧ�ʣ���ʡ�ӹ��r�g��Ҫ��ɰ݆��ĥ���_ʼǰ�܉���ٿ����㲿�������bж�͜y�������r��Ҫ��ɰ݆�ܿ����˻�[5];ɰ݆���·�����ĸ�z���c��Ӹ����U���B�ӣ����ÿ���y������������M��[6];�D 1 ��ʾ��B�nj�����y��λ����ϵ�y���������M���Ӹןo�Uǻ���ʹɰ݆�ܿ���ǰ�M;�t�����M�o��·�飺
�����M��·��Һ���ù���→��· 17→��· 19→����y��λ→��· 22(��· C6 )��Ӹןo�Uǻ;
��������·����Ӹ��ЗUǻ����Һ→��· 21→����y��λ→����;��ӿ���y�ֱ�ʹ�Q���y��λ����ϵ�y���t�������M���Ӹ��ЗUǻ��ɰ݆�ܿ����˻�;�t�����˻���·�飺
�����M��·��Һ���ù���→��· 17→��· 19→����y��λ→��· 21(��· C5 )��Ӹ��ЗUǻ;
��������·����Ӹןo�Uǻ����Һ→��· 22→����y��λ→���䡣
����2.5 ɰ݆�ܵ��M�o
�����������_�����\�ӵ��K�cͣ���rɰ݆�ܿɌ��F�Ԅ��M�o;����Ҫ���M�o�y�ٿv�����M�o�������ϵļ�צ�܄Ӽ�݆����ͨ�^�X݆����ĸ�z�ܵȂ��Ӹ�����ɰ݆���\�ӌ��F[7]��ɰ݆�������M�o��ͨ�^�x���y������Ҫ���F�p���M�o�����M�o�����M�o�͟o�M�o�ķN��ʽ;����Ԕ�������x���y̎�ڲ�ͬλ�Õr��·����ɰ݆�M�o��r��
�������p���M�o��·�����x���y�p���M�o�Ϳڽ���ϵ�y(�D 1 ��ʾ��B)�������_Һ���������\�����K�c�r�����F�܄ӓQ��ܗU���Ȍ��y�yо���ƣ��˕r�Ȍ��y��������·�ГQ���t����·����ɰ݆�M�o�飺
�����M�o�y�M��·��Һ������Һ→�����^�V��→��· 1→ ��· 33→��· 3→�Ȍ��y��λ→��· 8→��· 40→��· 38→��· 42→��· 26→�����y b3→�M�o�y��ǻ;�M�o�y����·���M�o�y��ǻ��Һ→�����y(C4 )→��· 28→��· 24→��· 2→��· 5→�Ȍ��y��λ→����;�ʹ�M�o�y�yо����;�c��ͬ�r��Һ�������M�o���τ�ɰ݆��һ���M�o��·�飺ɰ݆һ���M�o��·��Һ���ù���→�����^�V��→��· 1→��· 33→��· 3→�Ȍ��y��λ→��· 8→��· 40→��· 38→��· 42→��· 26→��· 27→�x���y(�p���M�o)→��·(d1 )→�M�o�y→��· f→�M�o����ǻ;�Ƅ��M�o���yо���ƣ������ϼ�צ�܄Ӽ�݆���Dһ���Ƕȣ���ͨ�^�X݆�Ȳ�����ɰ݆�M�oһ��;���M�o�y�yо�^�m���ƕr��ס�y�� d1 �����y�� d2 ��ͨ���˕r�M�o���Ҷ˽ӻ����䣬�yо����ˏ��������������ƣ��t�M�o����·�飺�M�o����·���M�o����ǻ��Һ→��· f→�M�o�y→��· d2→�x���y→��· 29→��· 24→��· 2→��· 5→�Ȍ��y��λ→����;�M�o�������ڏ�����������ͨ�^��݆����צ����ĸ���z����ɰ݆��λ������һ���M�o���Üʂ�;
�����������_Һ���������\�����K�c�r�������Ȍ��y��������·�ГQ���t����·����ɰ݆�M�o�飺
����ɰ݆�����M�o��·��Һ������Һ→�����^�V��→��· 1→��· 33→��· 34→�Ȍ��y��λ→��· 5→��· 2→��· 24→��· 29→�x���y(�p���M�o)→��· d2→�M�o�y→ ��· f→�M�o����ǻ;�Ƅ��M�o���yо���ƣ������ϼ�צ�܄Ӽ�݆���Dһ���Ƕȣ���ͨ�^�X݆�Ȳ�����ɰ݆���F�����M�o;�c��ͬ�r��Һ���������Һ�������M�o��ͬ�r߀�����M�o�y��ǻ�����M�o�y�Ϳ�׃�Q;����·�飺
�����M�o�y�M��·��Һ������Һ→�����^�V��→��· 1→ ��· 33→��· 34→�Ȍ��y��λ→��· 5→��· 2→��· 24→��· 28→�����y(b4 )→�M�o�y��ǻ;
�����M�o�y����·���M�o�y��ǻ��Һ→�����y(C3 )→��· 26→��· 42→��· 38→��· 40→��· 8→�Ȍ��y��λ→ ����;�M�o�y�yо��Һ���͵�����������;���M�o�y�yо�^�m���ƕr��ס�y�� d2 �����y�� d1 ��ͨ���˕r�M�o���Ҷ˽ӻ����䣬�yо����ˏ��������������ƣ��t�M�o����·�飺
�����M�o����·���M�o����ǻ��Һ→��· f→�M�o�y→ ��· d1→�x���y(�p���M�o)→��· 27→��· 26→��· 42→��· 38→��· 40→��· 8→�Ȍ��y��λ→����;�M�o�����ڏ�����������ͨ�^��݆����צ����ĸ���z����ɰ݆�ٴΏ�λ���������_�ٴΓQ�����؏�����������
���������M�o��·���x���y���M�o�Ϳڽ���ϵ�y�У������_����˓Q�����Ҷ��\�Еr�������Ȍ��y�yо̎����λ���t����·����ɰ݆�M�o�飺
����ɰ݆�M�o��·��Һ������Һ→�����^�V��→��· 1→ ��· 33→��· 34→�Ȍ��y��λ→��· 5→��· 2→��· 24→��· 29→�x���y T ��;�ɴ˿�Ҋ���������_�����\�Еr��Һ�������ṩ����Һ���x���y̎����࣬���������M�o�y���M�o�ף���ɰ݆�����M�o�\��;
�����M�o�y�M��·��Һ������Һ→�����^�V��→��· 1→ ��· 33→��· 34→�Ȍ��y��λ→��· 5→��· 2→��· 24→��· 28→�����y b4→�M�o�y��ǻ;
�����M�o�y����·���M�o�y��ǻ��Һ→�����y C3→��· 26→��· 42→��· 38→��· 40→��· 8→�Ȍ��y��λ→ ����;�M�o�y�yо���ơ��������_���Ҷ˓Q��������\�Еr�������Ȍ��y�yо̎����λ���t����·����ɰ݆�M�o�飺ɰ݆�M�o��·��Һ���ù���→�����^�V��→��· 1→ ��· 33→��· 3→�Ȍ��y��λ→��· 8→��· 40→��· 38→��· 42→��· 26→��· 27→�x���y(���M�o)→��· d1→�M�o�y→��· f→�M�o����ǻ;��ɰ݆�M�oһ�Ρ��c��ͬ�r��Һ���������Һ߀�����M�o�y��ǻ������·�飺
�����M�o�y�M��·��Һ���ù���→�����^�V��→��· 1→ ��· 33→��· 3→�Ȍ��y��λ→��· 8→��· 40→��· 38→��· 42→��· 26→�����y b3→�M�o�y��ǻ;�M�o�y����·���M�o�y��ǻ��Һ→�����y C4→��· 28→��· 24→��· 2→��· 5→�Ȍ��y��λ→����;�M�o�y�yо��Һ�������������ƣ����yо�������w�Ϳ� d1 ��ͬ�r�Ϳ� d2 �����_���˕r�M�o���Ҷ˽ӻ����䣬�yо����ˏ��������������ƣ��t�M�o����·�飺
�����M�o����·���M�o����ǻ��Һ→��· f→�M�o�y→ ��· d2→�x���y(���M�o)→����;ɰ݆���M�o��������������λ������һ���M�o���Üʂ�;���Ϸ�����֪��ֻ�Ю������_���Еrɰ݆���M�oһ�Σ������_���Еrɰ݆�����M�o�\��;���x���y�D������λ�ã������M�o���tֻ�й����_���Еrɰ݆���M�oһ�Σ��o�M�o�y�ڽ����Ϳڣ��t��· 27��29 ���������M�o�y���M�o���ͣ�ɰ݆�o�M�o;����^�̲���Ԕ�������⣬������ɰ݆ĥ�������r��׃ɰ݆�M�o���Ĵ�С���M�o�ٶȣ�ֻ���{���D 1 �м�݆����צ�Ĕ[�ӽǶȺ����y b3��b4 ���_�ڴ�С���ɡ�
����2.6 β��피�A�o�c���_
�����ɈD 1 ��ʾ��֪��β��피��ǿ����������Á�A�o�����ģ��ڹ����О鰲ȫ��Ҋֻ��ɰ݆̎�ں���λ�Õr�����S피����_[8]�����˻���β��Һ���ׁ팍�F��ͨ�^�_̤ʽβ���y�ٿv��������y��λ����ϵ�y��̤���_̤ʽβ���y�r;�������·�飺
����β�����_��·��Һ������Һ→��· 17→��· 19→����y��λ→��· 20→�_̤ʽβ���y��λ→β��Һ���ןo�Uǻ→피��˻�;�����_�_̤ʽβ���y���t피��ڏ������������������β��Һ�����c����·Ó�_������·�飺
�������P֪�R���]��Һ���I��Փ�İl���ڿ�
����β���A�o��·��β��피��ڏ�����������������A�o���������ڸܗU����������β��Һ�������U����;β��Һ���ןo�Uǻ��Һ→�_̤ʽβ���y��λ→����;ֵ���f�����ǣ�������y��λ����ϵ�y��ͬ�r�ֲ����_̤ʽβ���yʹ����λ����ϵ�y�r���@�rϵ�y������ͬ�r�M���Ӹ���ǻ��β��Һ���ןo�Uǻ�����ڿ�Ӹ���ǻֱ�ӽ����䣬��β��Һ������˷�피⏗�ɏ�����������β��피��˻أ���˿�Ӹ��τ�ɰ݆���˻ص�Һ�����hС��피�ď���������ˣ�ֻ��ɰ݆����ȫ�˳���ϵ�y��Һ�����Mһ�����ߣ����܌�β��피��˻أ�������ɰ݆�]����ȫ�˳�피⼴���˻ص�Σ�U��������y̎����λ�r������β��Һ���ןo�Uǻ�Ϳ�Ӹ���ǻֱ�����䣬�����ɰ݆���M�o�\�ӕr����ʹ�`�����_̤ʽβ���y������β��Һ���ןo�Uǻ�o��Һ���o��β��피�Ҳ�����˻أ����Cɰ݆���M�oĥ�������r��ȫ�ɿ���
����2.7 �����_���F����
���������ӹ�������挒���c�cɰ݆��������r���������ĥ��Ч�ʺ�ɰ݆�����öȣ������_�����l��(100��150 ��/min)���̾��x(1��3mm)�������\�ӣ����鶶��[9]�����ɂ��Q����K֮�g�ľ��x�{�ĺܽ���ʹ�Ȍ��y�ܗU̎�ڴ�ֱλ�ã��������_�����Ƅӕr�����K���ӸܗUʹ�Ȍ��y�yо���һ������_�]̎�ژO�ޠ�B��������·Ѹ�ٽ�ͨ��Ѹ���P�]��ͬ�r�������y b1 �� b2 ���y���_������Ȍ��y���ٶ��Ƅӵ�ͬ�r���Q���yҲ�����Ƅ����K�c���Q��oͣ������ɿ��ٓQ����˷��ͣ������_���F���ٶ��ӡ�
����2.8 ɰ݆����ĸ�z���g϶������·
������D 1 ��ʾ���������͏�Һ���ý��^��·�M�뵽�Ҹ���ǻ�r���Ҹ�����픾oɰ݆�ܣ��ʹ��ĸ�c�z��֮�g���͵�ǰ����ʼ�K�o�N��������ĸ�z���g϶��ʹɰ݆�ܿ����؏Ͷ�λ���ȵõ����C[10]����Һ����·�飺
����ɰ݆����ĸ�z���g϶������·��Һ������Һ→�����^�V��→��· 1→�̶������y(b8 )→�����y(b7 )→��· 32→ ��· 18→�Ҹס�
����2.9 �����y��
�����ڈD 1 ��ʾ��Һ����·�У�ϵ�y��̎������ͨ�^�{�������y���y�͉�����y�����������y���y��λ����ϵ�y�r���Ɍ��F���Qϵ�y��̎�����Ĝy���������y����λ����ϵ�y�r�������������䲻�y����Һ�������������y���y��λ����ϵ�y�r�y��ϵ�y����·��Һ����(��Ҋ�D 1 �Ѓɂ� P1 )��
����2.10 ������·
�������ڈD 1 ��ʾ����Aĥ�������乤�������^�ͣ��Ɍ�Һ����ݔ������Һ���ܡ������y��ݔ���o��Ҫ�����ęC����λ���ʲ��؆Ϊ����O������·;�ɈD 1 ��ʾ��֪��Һ����ݔ���IJ�����Һͨ�^���������������̶������y b8 ������քeݔ����ƽ�挧܉�����L��z����ĸ���� V �͌�܉���ȸ�̎�M�Н�����������Һ�ĉ���ֵ�������y 2 ���_����������;�t��̎������·�քe�飺
����V �͌�܉��������·��Һ������Һ→�����^�V��→��· 1→�����������еĹ̶������y(b8 )→��· 30→���{�����y(b5 )→V �͌�܉��;
����ƽ�挧܉��������·��Һ������Һ→�����^�V��→��· 1→�����������еĹ̶������y(b8 )→��· 30→���{�����y(b6 )→ƽ�挧܉��;
�����L��z����ĸ��������·��Һ������Һ→�����^�V��→��· 1→�����������еĹ̶������y(b8 )→���{�����y(b7 )→��· 32→�L��z����ĸ��;������ϵ�y��Һ�����^���_�������y 2 �_�������r������·�飺
��������ϵ�yж�ɻ�·��Һ������Һ→�����^�V��→��· 1→�����������еĹ̶������y(b8 )→��· 30→�����y 2→���䡣
����3 �f����Aĥ��Һ��ϵ�y�Y�����c
�����������f����Aĥ������ԭ��������֪����Һ��ϵ�y�Y�����c�飺
������Һ��ϵ�y�����Ȍ��y�cҺ��ʽ�Q���y�M�ϵēQ���·��ʹ�����_�܉F�A�Ƅӡ��K�Ƅӡ����cͣ�������ӵēQ���^�̣��ھ��Ⱥ͓Q�����ܷ���M�����f����Aĥ���Ĺ���Ҫ��ͬ�r���ö��Ӹׁ����ƹ����_���ӣ�ʹ��Aĥ����ĥ�������õ����������[11]��
�����ڹ����_�����p���UʽҺ�����ӣ����C�˹����_�p���Ƅ��ٶȵ�һ���ԣ�ͬ�r߀���Թ��s�ɱ����p�ٙC����ռ����e[12]��
�����۹����_�������ƄӿɌ��F�քӺ�Һ����D�Q���������˹����_�������`���ԣ�ɰ݆���M�o���˳���β��피���M�o���˳��ȶ��ǿ�Һ�����ӻɁ��ӣ��Ԅӻ��̶ȸߡ����aЧ�ʸߡ������˹��˄ڄӏ���;���C����Һ����·�^���s������ɱ��^�ߣ�ʹ�C�����ճ�ʹ���оS�o�^���y�����B�M��Ҳ�^�ߡ�
���������ڙC���ĉ����^�ͣ��o��Ϊ��O�Ý���ϵ�y��������Һ��ϵ�y��·���Ɍ��F�C�������������˙C��������ɱ������s�C����ռ�ؿ��g��
����4 �Y�Z
�����f����Aĥ��Һ������ϵ�y��ĥ����������Ҫ��Դ��Ҳ�nj��F���I�Ԅӻ�����Ч;��֮һ������ͨ�^���f����Aĥ��Һ������ϵ�y��·Ԕ�������ó��YՓ��ͨ�^�������͡���·�OӋ������ͬҺ���≺Ԫ�����ЙC�M�ϲ��H�܉��Cе�㲿�����F�ȶ��ĺ��΄������磺�����_Һ�������С����С������������_�ք��cҺ�ӵ���D�Q�ȣ�߀���Ԍ��F�Cе�㲿���ď��s�\�ӣ��磺���Ȍ��y��Һ��ʽ�Q���y���г��_�P�Ȳ����M�нM���ӿɌ��F�����_�ĸ������Ͷ��Ӻ��Cе�㲿�������������磺ͨ�^�Ȍ��y��Һ��ʽ�Q���y���x���y���M�o�y���M�o�ס���݆����צ����ĸ�z�ܵȲ����ĽM�ϿɌ��F�����_��ɰ݆��피���������������ͬ�r��ͨ�^�f����Aĥ��Һ����·ϵ�y����ԭ����ϵ�y�Է�����֪����Ҫ���F�Cе�㲿���ď��s�\�ӡ��Լ��ಿ�����τ�������Ҫ�漰��Һ(��)��Ԫ�����ĽM���ӆ��}����Һ(��)����(��)·�����^���s�����OӋ���P�͡���·��Һ���≺ϵ�y֮ǰ���HҪ����˽��Ԫ�������w���ã�߀���������Ѵ�ɹ��ď��sҺ���≺ϵ�y�Ĺ���ԭ������ˣ��˽�ǰ���f����Aĥ��Һ������ϵ�y�Ĺ���ԭ�������ڪ����_�l���OӋ�ʹ�µď��s�͡���·Һ��ϵ�y����һ���Č��Hָ�����x��——Փ�����ߣ����p�� LI Shuang-cheng;��d�� CHEN Xing-mei
���������īI��
����[1]�S���ᣬꐈ���.�����c�≺����[M].�������Cе���I�����磬2000.
����[2]����У.Һ������R�D[M].���������W���I�����磬2013.
����[3]����.���̙CеҺ������[M].�������������I�����磬2013.
����[4]���ɾ�������r.Һ��ϵ�y�����OӋ����[M].���������W���I�����磬2012.
����[5]IJ־�A������܊.Һ���c��Ӽ��g[M].�������Ї��F�������磬2014.
����[6]���ַ�.�M�ϙC��Һ�����ƻ�·��������[J].�|����W�W��2015��04(08)��532-535.
����[7]Ԭ��Ӗ.Һ���c�≺����[M].�������Cе���I�����磬2000.
����[8]��־��.Z4116 ���_ʽ�@�����Ԅӻ����켰�M�oϵ�y�OӋ [J].�����r�C��2015��37(2)��28-29.
����[9]�n־�����R���࣬���LȪ.�{���y�����c���÷���[J].�F�����켼�g�c�b�䣬2014(2)��45-46.
����[10]��֥.Һ������[M].�������Cе���I�����磬2016.
����[11]�O���壬�Η�.���̙CеҺ��ϵ�y�����������\���c�ų� [M].�������Cе���I�����磬2014.
����[12]����.Һ���c�≺����[M].�������Cе���I�����磬 2000.