�l(f��)���r(sh��)�g�����ٷ�����̎��QՓ���g�[��1��
ժ Ҫ�� ժҪ��ᘌ�(du��)�C(j��)е�ӹ��Н�ʽ���������y(t��ng)��ʽ������ʽ�ă�(y��u)ȱ�c(di��n)���O(sh��)Ӌ(j��)��һ�N�u����s���g(sh��)����������F(xi��n)�мӹ�������ʽ����B�˜u����sԭ�����u�����x�͡���(y��ng)�÷�������(y��ng)��Ч�����Y(ji��)��������ԓ���g(sh��)�đ�(y��ng)�ÿɸ��ƙC(j��)е�ӹ��F(xi��n)���(sh��)�F(xi��n)���|(zh��)����Ч�Gɫ�ӹ��� �P(gu��n)�I�~����ʽ����;��ʽ��
����ժҪ��ᘌ�(du��)�C(j��)е�ӹ��Н�ʽ���������y(t��ng)��ʽ������ʽ�ă�(y��u)ȱ�c(di��n)���O(sh��)Ӌ(j��)��һ�N�u����s���g(sh��)����������F(xi��n)�мӹ�������ʽ����B�˜u����sԭ�����u�����x�͡���(y��ng)�÷�������(y��ng)��Ч�����Y(ji��)��������ԓ���g(sh��)�đ�(y��ng)�ÿɸ��ƙC(j��)е�ӹ��F(xi��n)���(sh��)�F(xi��n)���|(zh��)����Ч�Gɫ�ӹ���
�����P(gu��n)�I�~����ʽ����;��ʽ����;�u����s;��(y��ng)�÷���;�Gɫ�ӹ�
����0����
�����C(j��)е�ӹ�������ʽ�֞��ʽ�����͂��y(t��ng)��ʽ��������ʽ���������������ӹ��^����ʹ������Һ�Á팦(du��)���ߺ����M(j��n)����s�͝�����������Һ�Ĵ���ʹ����Ҫ������̎������Ⱦ��߅�h(hu��n)�������{���˵����w����;������Һմ�ڹ������C(j��)������м�ϣ���(du��)����һ���ĸ��g����;������Һ�ēp�ĺ��^�V̎���(hu��)�������a(ch��n)�ɱ����о��l(f��)�F(xi��n)���ڛ]�����S���ă�(n��i)��s����r�º����������MС���g�ӹ��У�����Һ��(du��)�����͵��߲�λ����s����������мЧ���ò��������Ч�İl(f��)�]�����y(t��ng)��ʽ�������ڟo����Һ�l�����M(j��n)�еģ��@�N������ʽ���a(ch��n)�������������ᣬ�Ķ��ӄ����ߵēp�ģ��Ҍ�(du��)����ļӹ��|(zh��)���a(ch��n)��һ����Ӱ푡����������x�ϵĸ�ʽ�������Ǻ��ε�ֹͣʹ������Һ�����Ǟ鱣�o(h��)�h(hu��n)�������ͳɱ��������R(sh��)�ز�ʹ������Һ����Ҫ��ֹͣʹ������Һ��ͬ�r(sh��)�����C��Ч�ʡ��߮a(ch��n)Ʒ�|(zh��)�����ߵ������ö��Լ������^�̵Ŀɿ��ԣ��@����Ҫ���o���O(sh��)ʩ�����ʽ�����͂��y(t��ng)��ʽ�������팍(sh��)�F(xi��n)�������x�ϵĸ�ʽ������
�������ďĝ�ʽ���������y(t��ng)��ʽ�����IJ������س��l(f��)���C�Ͽ��]����ú�V�C(j��)е����˾�C(j��)е�ӹ����a(ch��n)�O(sh��)��l��������(j��)�F(xi��n)�Мu�����g(sh��)���O(sh��)Ӌ(j��)���m��ԓ��˾�C(j��)е�ӹ��Ĝu����s���g(sh��)��(y��ng)�÷�������Q�˙C(j��)е�ӹ��д���ʹ������Һ�����y(t��ng)��ʽ�������ڵĆ��}����ְl(f��)�]�F(xi��n)���O(sh��)�����ܣ����ƬF(xi��n)��(ch��ng)�ӹ��h(hu��n)�������͵��ߓp�ģ���ӹ��|(zh��)������(ji��)�s����ɱ�����(sh��)�F(xi��n)�Gɫ���a(ch��n)��
����1�u����s���g(sh��)����(y��ng)�÷����O(sh��)Ӌ(j��)
����1.1�u����s���g(sh��)
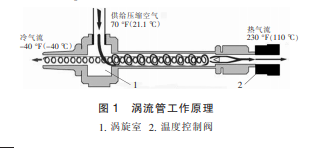
�����u�����ַQ�u���ܡ��u���������ȡ��乤��ԭ����D1��ʾ��һ�������ĉ��s�՚�ݔ��u���ܜu���l(f��)��������Û���ٺ����D(zhu��n)��������1000000r/min�����D(zhu��n)�ٶ���?z��)�ܱ��M(j��n)���܃�(n��i)������܃�(n��i)������(j��ng)�u�����Q��a(ch��n)�������D(zhu��n)�Q���������ָ���䡢��2�ɚ������ڟ�ܵĽK�ˣ�һ���։��s�՚�ͨ�^�{(di��o)��(ji��)�y�ԟ�՚�ķ�ʽ�a��;ʣ��ĉ��s�՚����^���ٶ�ͨ�^�M(j��n)�������D(zhu��n)���������ķ��أ��@�������ͨ�^�l(f��)���������γɳ��͜����R���������ų���ͨ�^�{(di��o)��(ji��)������˵��{(di��o)��(ji��)�y���Ɍ�(sh��)�F(xi��n)���������ضȼ������{(di��o)��(ji��)��
����1.2�ڙC(j��)е�ӹ��еđ�(y��ng)�÷����O(sh��)Ӌ(j��)
����(1)��(sh��)�����T㊴�
�������O(sh��)��F(xi��n)�rĿǰ��(sh��)�����T㊴�����ʹ�Â��y(t��ng)��ʽ����������ʹ������Һ�ļӹ���ʽ����Ҫ�Դ���e�ӹ����������������ߓp���^��
�����ڑ�(y��ng)�÷�����(y��ng)�Üu����s���g(sh��)���x�ô����������͜���VC62075G�u���ܣ��O�ޜؽ����_(d��)��-76�档����Դͨ�^�����B�ӣ��M���ܜp�ٽo�������\(y��n)����܇���\(y��n)����Ӱ푣�ͬ�r(sh��)�^��λ�ò����o(h��)�ױ��o(h��)����ֹ�ˆT���ߺͰ��\(y��n)�����҂���ܡ��u���ܲ��ô�����(li��n)�ӣ��ɸ���(j��)��(sh��)�H��r�����ڙC(j��)�����ό�(du��)�ӹ���λ�M(j��n)����s��
����(2)��ʽ��(sh��)��㊴�
�������O(sh��)��F(xi��n)�r��ʽ��(sh��)��㊴�Ŀǰ����ʹ�Ý�ʽ��������ʹ������Һ��(du��)�ӹ���λ�M(j��n)����s����Ҫ���е������ӹ����������������������Һ��(du��)�h(hu��n)������������^��
�����ڑ�(y��ng)�÷�����(y��ng)�Üu����s���g(sh��)���x��VC52040Sͨ���͜u����,�O�ޜؽ����_(d��)-46�档��Դ�B�әC(j��)���Ԏ����s�՚�Դ�����I(y��)��Դ���u���̶ܹ����b�ڙC(j��)��������(c��)�棬�����p�u������sģʽ��(du��)�ӹ���λ�M(j��n)����s��
����2��(y��ng)����
����(1)ij������Y(ji��)��(g��u)���D��D2��ʾ�����҂�(c��)��395mm×350mm×45mm����Ҫ��㊡�ʹ�Üu����sǰ�D(zhu��n)��800r/min���M(j��n)�o�ٶ�750mm/min���������2��(g��)�۴ּӹ������ĵ���2�ѡ�ʹ�Üu����s��(j��ng)�^��(y��u)����������(sh��)���D(zhu��n)��900r/min���M(j��n)�o�ٶ�900mm/min���������2��(g��)�۴ּӹ����ĵ���1��;�D(zhu��n)�����12.5%���M(j��n)�o�ٶ����20%������ʹ�É������L1����
����(2)ij�����w��Y(ji��)��(g��u)���D��D3��ʾ��795mm×1150mm×5+0.25mm�ܷ����Ҫ�ӹ���ʹ�Üu����sǰ�D(zhu��n)��900r/min���M(j��n)�o�ٶ�300mm/min�����˱��C�ӹ����ȣ�����������㊺��پ��1�Σ���ɼӹ����ĵ���2�ѡ�ʹ�Üu����s��(j��ng)�^��(y��u)����������(sh��)���D(zhu��n)��1000r/min���M(j��n)�o450mm/min����һ�μӹ���ɣ����ĵ���1��;�D(zhu��n)�����11.1%���M(j��n)�o�ٶ����50%������ʹ�É������L1�����ӹ��r(sh��)�g��(ji��)ʡ30%��
����(3)ʹ�Üu����s���g(sh��)����м�������Fм����δ��(du��)����������Ʉ���������˼ӹ��|(zh��)����
����3�Y(ji��)�Z
����(1)ͨ�^�u����s���g(sh��)�ڙC(j��)е�ӹ��еđ�(y��ng)�ã�����(du��)���Â��y(t��ng)��ʽ�����ęC(j��)���������ӹ���λ�ضȼs50%���p���������������׃�Σ�������������(y��ng)�����������Fм����м������(du��)������ɵĄ����ȬF(xi��n)������˹����ӹ��|(zh��)��;��������(sh��)��(y��u)����ƽ����ӹ�Ч�ʼs30%�����͵��ߜضȼs50%���p���˵��ߓp�ģ���ߵ���ʹ�É���1������;
�������P(gu��n)֪�R(sh��)���]���C(j��)е�ӹ���I(y��)�T���u(p��ng)�Q��ô�l(f��)��Փ��
����(2)ͨ�^�u����s���g(sh��)�ڙC(j��)е�ӹ��еđ�(y��ng)�ã��p���˼ӹ�������Һ��ʹ�ã��Ķ������˂��y(t��ng)����ʹ������Һ��(du��)�h(hu��n)������Ⱦ�͌�(du��)�����ˆT��Σ������(sh��)�F(xi��n)�˾Gɫ�ӹ���——Փ�����ߣ����ڣ���܊���w־�����ﲩ