�l(f��)���r(sh��)�g�����ٷ�����̎��QՓ���g�[��1��
ժ Ҫ�� ժҪ��ᘌ�(du��)�����C(j��)еģ����ǻ����M(j��n)�Д�(sh��)�ؼӹ�������(j��)ģ����ǻ�����c(di��n)���������żӹ���ˇ�����մ�㊼ӹ����뾫㊼ӹ�����㊼ӹ�������M(j��n)�У�����(j��)�ӹ����������x���m�ϵļӹ����ߺ͵���·��������(j��)���߅���(sh��)Ӌ(j��)������m�ļӹ���ˇ����(sh��)���ƶ���K�ӹ���ˇ��������
����ժҪ��ᘌ�(du��)�����C(j��)еģ����ǻ����M(j��n)�Д�(sh��)�ؼӹ�������(j��)ģ����ǻ�����c(di��n)���������żӹ���ˇ�����մ�㊼ӹ����뾫㊼ӹ�����㊼ӹ�������M(j��n)�У�����(j��)�ӹ����������x���m�ϵļӹ����ߺ͵���·��������(j��)���߅���(sh��)Ӌ(j��)������m�ļӹ���ˇ����(sh��)���ƶ���K�ӹ���ˇ��������ͨ�^MasterCAM2019ܛ���M(j��n)�з���ӹ���(sh��)�F(xi��n)��
�����P(gu��n)�I�~��ģ����ǻ;����·��;�ӹ���ˇ;MasterCAM2019
��������
����ģ�ߏ��O(sh��)Ӌ(j��)�����졢�{(di��o)ԇ���������a(ch��n)���@һ�^�̷dz���(f��)�s�������C(j��)еģ����ǻ����Įa(ch��n)Ʒ�O(sh��)Ӌ(j��)���C(j��)е�ӹ���ˇ�_��������ģ����ǻ�ה�(sh��)�ࡢ�⻬�ȸߡ���(du��)ǻ�w�����|(zh��)��Ҫ��ͳߴ羫�ȸߵȣ���Ҫ��(du��)ģ����ǻ����M(j��n)�Д�(sh��)�ؼӹ���ͨ�^��(sh��)�ؼӹ���ˇ�����ƶ��ͷ���ܛ���ӹ�����(sh��)�F(xi��n)�x���z�锵(sh��)�ع�ˇ��NC��������_�ԣ������ģ����ǻ�ӹ��|(zh��)�������a(ch��n)Ч�ʵ���Ҫ��ʩ[1]��
����1ģ����ǻ�ӹ�����
�����D1��ģ����ǻ���S����D���������档ԓ�����Ҫ�ӹ����֣������1��(g��)�_(t��i)��1��(g��)���氼�ۡ�4��(g��)��ǻ��ÿ��(g��)��ǻ�Ќ�(du��)��(y��ng)8��(g��)Φ3mm��ä�ס�8��(g��)Φ5mm��ͨ�ף������1��(g��)������ǻ��4��(g��)�A����ǻ���ӹ��y�c(di��n)����4��(g��)��ǻ��߅�IJ�Ҏ(gu��)�t�A���ӹ�����4��(g��)��ǻ�зքe�а�ģб��1°��߅���Լ���߅�Ķ�ļӹ���ͨ���Ђ�(c��)߅һ���ֿױ��^��Ҫ��ֹ�@�וr(sh��)��ѱ��ړ��ƣ�Ҫ���]�����߽M�ϵ���Ϻͺ����ļӹ�����������������ӹ�Ч�ʡ�
����2��(sh��)�ؼӹ���ˇ����
����2.1������x��
��������ģ����ǻ�ß����������������ģ�ߣ��ߴ��С������ǻ���^��(ji��n)�Σ���(y��ng)�x��������ô��ԵĝB̼�wģ��䓺Ͻ𡣝B̼ģ��䓽�(j��ng)�B̼���̎��������ʹ��ǻ����������õ���ĥ�ԡ�5CrNiMo䓲��H�������õď�(qi��ng)�ȣ�߀�и��g�Ժ���ĥ�ԡ������x���ÝB̼��ģ�ߺϽ��5CrNiMo����ӹ��������m�ϡ��O(sh��)��ë����С��215mm×215mm×70mm��5CrNiMo䓲ġ�
����2.2�����x��
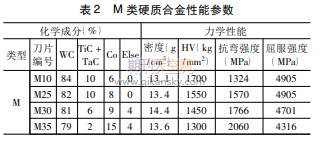
�������߲��ϵ��x�����Ҫ��Ӳ�|(zh��)�Ͻ��m���ڸ����������M(j��n)�o�ٶȵ������ӹ���Ӳ�|(zh��)�Ͻ�Ϳ�ӵ��߷dz��m���������a(ch��n)����?y��n)�ÿ��(g��)�X���ж���(g��)�����С���(d��ng)?sh��)���ĥ�p�r(sh��)�������D(zhu��n)�Q����һ��(g��)�����С����ʹ�ø���䓵��@�^�������ʹ�������@�^�������C�����_��λ���@�ס������еĵ��߲����x�����䓡�
�������P(gu��n)�ڿ����]���x��Փ�İl(f��)���ڿ�Ҫ����Щ��(sh��)��(j��)
��������(j��)�ӹ��������Π�ͳߴ磬�x��㊵�����ͺͳߴ缰��㊵��ӹ��^���ƽ�档����䓲��ϵ�ƽ����㊵������ڼӹ��_(t��i)�����ۡ�ƽ�����������ʽ㊵������ڼӹ�ë�����档���^㊵������㊵����ڼӹ����g���桢ģǻ�ȣ��I��㊵������I�ۼӹ����ɼӹ��A���ۡ�б��������㊵���
�����Y(ji��)������ļӹ���ˇ�������_���ӹ��^�̵��ߵ��x����փ�(c��)�_���������P(gu��n)����(sh��)����퓱�1��ʾ[2]��
����2.3��(sh��)�ؼӹ���ˇ����
����ģ�ߵĔ�(sh��)�ؼӹ���ˇһ��֞�����(g��)���֣���㊼ӹ����뾫㊼ӹ�����㊼ӹ������S�������ܡ��߾��Ȕ�(sh��)�ؙC(j��)�����ռ����ڬF(xi��n)�е�ģ�ߔ�(sh��)�ؼӹ������У�����܃�(y��u)���ӹ���ˇ�ą���(sh��)�����Դ��p�ٔ�(sh��)�ؼӹ�������r(sh��)�g����ӹ����a(ch��n)Ч�ʡ���(sh��)�ؼӹ���ˇ����(sh��)�O(sh��)Ӌ(j��)�Ǽӹ��^�����^���(f��)�s����Ҫ�h(hu��n)��(ji��)����(du��)�ӹ�����ľ��ơ������ӹ����|(zh��)������I(y��)�Ľ�(j��ng)��(j��)Ч�涼�����o�ܵ�(li��n)ϵ[3]����ǻ�ӹ��^�������ë���_���ӹ�����(zh��n)���ټӹ��¶�����϶��档ÿ�μӹ��^���У��_���b�A��ʽ�����C�ӹ��ijߴ羫��Ҫ�ӹ���ǻ����С�וr(sh��)�����@�ĕr(sh��)���ǔD����B(t��i)�������ᘿ�һ߅�Ă�(c��)���^�������˱����@�וr(sh��)��ѱ���׃�λ��Ɖģ��������@�ᘿף�Ȼ��㊈A����ǻ��
����3Mastercam2019��(sh��)�ؾ��̷���ӹ�
����Mastercam2019��һ�N��(y��ng)�ÏV����CAD/CAMܛ�����V����(y��ng)������܇���I(y��)�����պ��칤�I(y��)���C(j��)е�ӹ���ģ��������I(l��ng)������CAD�O(sh��)Ӌ(j��)ģ�K��CAM����ģ�K�M��[4-5]����Mastercam2019ܛ�����M(j��n)�й���ë���Ľ�ģ������(j��)��1�ͱ�2��Ӌ(j��)��Y(ji��)������ܛ�����M(j��n)�е��ӹ���ˇ����(sh��)�O(sh��)�á�ÿ�ѵ��ߵIJ������̣������c(di��n)�����_���ˆ��У����c(di��n)��(����·��)�xȡ��(��������ӹ�)������ӹ���ʽ�����x��ë������݆�������c(di��n)��(��(li��n))�x�(xi��ng)�����c(di��n)�����^(��(zh��)��)���x�(xi��ng)����M(j��n)��?y��n)��?sh��)�O(sh��)�ã�����x����m�ĵ��ߡ��ӹ�����(sh��)(��ȫ�߶ȡ������µ�λ�á��ӹ���Ⱥ�����������)��Mastercam2019����ӹ�ģ�MЧ����D2��ʾ��
����4�Y(ji��)Փ
����ͨ�^ģ����ǻ����Ĕ�(sh��)�ؼӹ��^�̵ó����½Y(ji��)Փ��
����1)��������D�ӹ�ˇҪ���L��������Sģ�͈D�������M(j��n)��ģ����ǻ�ӹ�����;
����2)��ë�����Ϻ͵����x����l(f��)���_����K��(sh��)�ؼӹ�������ˇ����;
����3)����Mastercam2019ܛ���M(j��n)��ģ�M����ӹ����a(ch��n)��NC���a����߳�������_�ԺͰ�ȫ�ԡ�——Փ�����ߣ���������S�G�A