�l(f��)���r(sh��)�g��2022-03-18���ٷ�����̎��QՓ���g�[��1��
ժ Ҫ�� [ժ Ҫ] �䇊Ϳ����һ�N�͜ع̑B(t��i)���ͼ��g(sh��)�����л��ğ�Ӱ�
����[ժ Ҫ] �䇊Ϳ����һ�N�͜ع̑B(t��i)���ͼ��g(sh��)�����л��ğ�Ӱ�С����ĩ���ϲ������������eЧ�ʸߵ����c(di��n)�������ڽ��ٷ��o(h��)Ϳ���Ƃ䡢�㲿���ޏ�(f��)���������졣���ȏ��䇊Ϳϵ�y(t��ng)����Ϳ���ϡ���Ϳ��ˇ 3 ��(g��)�����B���䇊Ϳ���g(sh��)�����c(di��n); ��ο��Y(ji��)�˽�����䇊Ϳ���g(sh��)�ڷ�ĩ�����O(sh��)Ӌ(j��)��Ϳ�ӽY(ji��)�ϙC(j��)�����M���Y(ji��)��(g��u)�c�����{(di��o)�ط�����о��M(j��n)չ; Ȼ��Ԕ�����䇊Ϳ���g(sh��)�ڇ��⺣܊Ş���I(l��ng)��đ�(y��ng)����r; ��������䇊Ϳ���g(sh��)���҇���܊Ş���I(l��ng)����о�����(y��ng)����r��������δ���l(f��)չ�����M(j��n)����չ������������҇���܊Ş���b�丯�g���o(h��)���S�ޱ���������
����[�P(gu��n)�I�~] �䇊Ϳ; ����Ϳ��; ����ޏ�(f��); ���g; Ş��
����0 ǰ ��
�����䇊Ϳ( Cold spray��CS) �ַQ����(d��ng)����Ϳ( Cold Gas Dynamic Spray��CGDS) ����һ�T���d�ı��湤�̼��g(sh��)������һ�N�̑B(t��i)���μ��g(sh��)���䇊Ϳͨ�^һ���ض��c�����Ě��w( ��?d��)⡢���s�՚⡢�����) ���̑B(t��i)�w���ӟ���ٺ�����ײ�̑B(t��i)���w�a(ch��n)���m��(d��ng)?sh��)�׃�ζ��ι̽Y(ji��)���ڻ��w������e�γ�Ϳ��[1-4]���c�ᇊͿ��ȣ��䇊Ϳ����Ҫ�ߜصĵ��x����������������늻��ȟ�Դ���ӟ��ۻ���Ϳ���ϣ�����üӟ�ĸ߉���������Ϳ�����w���������R����e�ٶ����ϣ���Ϳ�w���Թ̑B(t��i)��ʽ��ײ���e�����w���棬ͨ�^�w��֮�g���w�� -���w����ֲ�����׃������ľֲ�ұ��Y(ji��)�Ϻ͙C(j��)е(li��n)�i��(sh��)�F(xi��n)���e��Ӱ�����e���ܵ���Ҫ�����ǹ̑B(t��i)�w���c���w����ײ�����О�[1]����ˣ��䇊Ϳ���мӹ��ضȵ͡������w��Ӱ�С����Ϳ���ϲ������������c(di��n)��20 ���o(j��) 80 ������ڣ�ǰ�K(li��n)�ƌW(xu��)Ժ����������Ժ��Փ�c��(y��ng)�����W(xu��)�о����� Alkimov �������M(j��n)�г������L(f��ng)��ԇ�(y��n)�r(sh��)�l(f��)�F(xi��n)ʾۙ�w���ٶ��ڳ��^һ�����R��ֵ��l(f��)���˳��e�F(xi��n)���ڴ�������䇊Ϳ�ĸ������ 1994 ����Ո���䇊Ϳ����[2��3]��2000 ���ڼ��ô������������_�ć��H�ᇊͿ��(hu��)�h�M�������䇊Ϳ��(b��o)���(hu��)���ڇ��H�������ˏV���P(gu��n)ע[5]����(j��ng)�^ 20 ����İl(f��)չ������(n��i)��W(xu��)�����䇊Ϳ�b���аl(f��)����Ϳ�^�̔�(sh��)ֵģ�M����Ϳ�����O(sh��)Ӌ(j��)���Ƃ乤ˇ��(y��u)���ȷ����_չ�˴������о����@Щ�о��Ƅ�(d��ng)���䇊Ϳ���g(sh��)�ں��պ��졢��Դ����������b�䡢�t(y��)����е������������I(l��ng)��Ĺ��I(y��)����(y��ng)��[6]�������P(gu��n)���䇊Ϳ���g(sh��)�ڴ��������b���I(l��ng)��đ�(y��ng)�È�(b��o)���^�١������ڏV����醇���(n��i)�����P(gu��n)�īI(xi��n)�Ļ��A(ch��)�ϣ����䇊Ϳ���g(sh��)���c(di��n)���о��M(j��n)չ��Ş���I(l��ng)��(y��ng)�� 3 ��(g��)���挦�䇊Ϳ��Ş���b���I(l��ng)��İl(f��)չ�M(j��n)����չ����
����1 �䇊Ϳ���g(sh��)���c(di��n)
�����c�ᇊͿ��ȣ��䇊Ϳ���g(sh��)�ڇ�Ϳϵ�y(t��ng)����Ϳ���ϡ���Ϳ��ˇ��������@�������c(di��n)[6��7]:
����( 1) ��ݔ��͡��䇊Ϳ�O(sh��)���mȻ���þ���һ���ضȵ�( 400��1 000 �� ) �߉�( 0.35 �� 7.00 MPa) ���w�����(d��ng)��[8]�����Ǐć�����������Û�����ض��^��( 100 �� 500 �� ) �����Ϳ�ӳ��e�^�̌����w�M���Y(ji��)��(g��u)��Ӱ푺�С���e�m�������p�Ͻ�ͽ��ٱ��ڼ��Ȍ��ضȱ��^���еı����Ƃ�Ϳ�ӡ�
����( 2) ��Ϳ���ϲ�����������Ϳ��ĩ�� N2��He ��ȷ������Ԛ����мӟ���٣��Ҽӟ�ض��^�ͣ����e��Ϳ�ӻ�������(hu��)�l(f��)�������������ڸ����ܽ���Ϳ�ӵ��Ƃ䡣
����( 3) Ϳ�����ܡ��䇊Ϳ��ͨ�^�������ӹ̑B(t��i)��ײ���e�γ�Ϳ�ӣ���(y��u)������(sh��)�³��e��Ϳ�ӿ�϶�ʘO�ͣ��ӽ��K�w����; Ϳ���К�����(y��ng)���^С����Ҫ�ǚ�������(y��ng)������˳��e�Ӻ�Ȳ������ơ�
����( 4) ��ͿЧ�ʘO�ߡ�һ����ٷ�ĩ���eЧ�ʿ��_(d��) 90%���ϣ����e���ʿ��_(d��) 25 kg /h���m���ڴ��ͽ��٘�(g��u)���ľֲ��ޏ�(f��)���������졣�Ĵ����� Titomic ��˾ͨ�^�����䇊Ϳϵ�y(t��ng)�ɹ���ӡ���� 4.5 m ��⁺Ͻ�(g��u)����
����( 5) Ϳ�Ӽӹ����܃�(y��u)Խ����(x��)С�ć�Ϳ��ĩ��(j��ng)�������׃�γ��e�γ����ܵ�Ϳ�ӣ����Ϳ�ӱ���ֲڶ��^�ͣ��Ҿ��ИO�ѵļӹ����ܡ�
����1.1 �䇊Ϳϵ�y(t��ng)
��������(j��)��ˇ��ͬ��Ŀǰ�䇊Ϳϵ�y(t��ng)�ɷ֞�߉��䇊Ϳ( High Pressure Cold Spray��HPCS; �� 1 MPa) ���͉��䇊Ϳ( Low Pressure Cold Spray��LPCS; ≤1 MPa) ������䇊Ϳ( Vacuum Cold Spray��VCS) 3 ��߉��䇊Ϳϵ�y(t��ng)ԭ����D 1a ��ʾ[6]���߉����w��(j��ng)�ӟ����ӟ��ͨ�^���ߠ�����( Laval nozzle) ���ٮa(ch��n)�������ٚ����������ć�Ϳ��ĩͨ�^�߉��ͷ��b�����볬���ٚ����м��ټӟ���Թ̑B(t��i)��ʽ��ײ���e�����w�����γ�Ϳ�ӡ��D 1b ��ʾ�ǵ� Impact Innovations ��˾�ĸ߉��䇊Ϳϵ�y(t��ng)����Ҫ�ɿ���ϵ�y(t��ng)���������ӟ������ͷ�������Դ����Ϳ�C(j��)е�ֵȽM�ɣ�����Ę�(g��u)���LJ������͉��䇊Ϳϵ�y(t��ng)�Ǟ��˝M��F(xi��n)����Ϳ���Ƃ��(g��u)���ޏ�(f��)���_�l(f��)���Y(ji��)��(g��u)�c�߉��䇊Ϳ������ͬ�����˽����ͷ��y�ȣ�ͨ���� Laval ���ܵĔU(ku��)չ�Ή����^�͵IJ�λ�����ĩ������䇊Ϳ��ָ�ڵ��ڴ�≺�ĭh(hu��n)�����M(j��n)�Ї�Ϳ����Ҫ���Á��׳߶ȵ��մ����ڵ͉��ⲿ�h(hu��n)����(sh��)�F(xi��n)�մ�Ϳ�ӵij��e���͉��h(hu��n)���ɽ����ⲿ���w���ӌ����׳߶ȷ�ĩ�Ĝp��Ч��(y��ng)���c���y(t��ng)�ğᇊͿ��ȣ��䇊Ϳ�^�̟�ݔ�����@���ͣ��������ڴ�����·�ĩ�w��Ҳ����(hu��)�l(f��)������������e�m�����������ٲ��ϵ�Ϳ���Ƃ�; ���ϳ��e�^���Пᑪ(y��ng)���^С����������Ӱ��^С�������˹�����׃�μ����w���ٵ���׃��
����������ͨ��W(xu��)�� 2001 ��������аl(f��)�ˇ���(n��i)���� CS -2000 ���䇊Ϳԇ�(y��n)ϵ�y(t��ng)������⼼�g(sh��)( Cold Gas Technology��CGT) ���w��˾ 2001 ���ڇ��H�ᇊͿ���(hu��)���g�״�չ���� Kinetiks Ⓒ 3000 �������䇊Ϳϵ�y(t��ng)���S���������ձ����n�������ȇ��ҵ��о��C(j��)��(g��u)��˾Ҳ�Ƴ��˲�ͬ��̖���䇊Ϳϵ�y(t��ng)[1]��Ŀǰ��(y��ng)���^�V�ĸ߉��䇊Ϳ�O(sh��)����Ҫ���Ե� Impact Innovations���ձ�Plasma Giken �Լ����� VRC Metal Systems �ȹ�˾; �͉��䇊Ϳ�O(sh��)����Ҫ���Լ��ô�� Center Line�������� Inovati�����_˹ OCPS �ȹ�˾��ֵ��һ����ǣ����� Inovati ��˾�� KM ϵ�е͉��䇊Ϳϵ�y(t��ng)���ЙC(j��)��ʽ�������ֳ�ʽ���������� He ����٣����w���� 0.35 �� 0.90 MPa���ض� 0��1 000 �档ԓϵ�y(t��ng)��������܊�����b��S����Ҫ�O(sh��)��[8]( ԓϵ�y(t��ng)�������̄�(w��)���O(ji��n)�ܣ���ֹ���ڵ��Ї�܊�����І�λ) ��
����1.2 ��Ϳ����
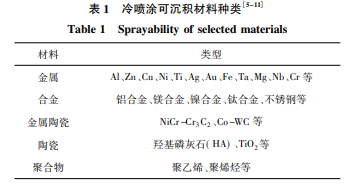
������ԭ���ρ��f���䇊Ϳ�ɳ��e��Ϳ�Ӳ��ώ��������еĽ��١����� -�մɏ�(f��)�ϲ��ϣ��� Al��Zn��Cu��Ni�� Ti��Ag��Fe��NiCr �Ƚ��ٺͺϽ�Cr3 C2-NiCr��WC -Co �Ƚ���-�մɏ�(f��)�ϲ��ϣ�Ϳ�Ӻ�ȏĎ�ʮ�������ס��S���䇊Ϳ�b��İl(f��)չ�����w�ضȺ͉�������Խ��Խ�V���ɇ�Ϳ���e�IJ��ϷN������ӡ�����(j��)������īI(xi��n)��(b��o)�����ɇ�Ϳ��Ҫ����Ҋ�� 1 ��ʾ[5-11]����ͬ��Ϳ�����x����Ϳ�Ӳ�ͬ�����ܣ�����䇊Ϳ���Ƃ����g���ߜء���ĥ�ȱ��o(h��)Ϳ�ӡ���� TiO2���u����ʯ�ȹ���Ϳ���Լ����٘�(g��u)���ޏ�(f��)����Ϳ���͵ȷ���������õđ�(y��ng)��ǰ����
����1.3 ��Ϳ��ˇ
�����D 2 ��B�˳��õĽ��ه�Ϳ���g(sh��)�������ڣ��䇊Ϳ���Мض���͡��ٶ���ߵ����c(di��n)��
����Ӱ��䇊Ϳ���eͿ�����ܵ������з�ĩ����( һ�� 10��50 μm) ���R���ٶȡ��d�Ⅲ��(sh��)( ���w�������ضȡ����) �͇�Ϳ���x�ȣ��R���ٶȺ��d�Ⅲ��(sh��)�����е��P(gu��n)�I��
����( 1) �R���ٶȡ��R���ٶ���ָ��Ϳ������ײ���w���ϕr(sh��)�܌�(sh��)�F(xi��n)���e���ٶȣ��䇊Ϳ���eͿ������������R���ٶȴ���һ���� 300 �� 1 200 m /s �������������R���ٶȕr(sh��)���ӌ��l(f��)���������������R���ٶȕr(sh��)��(hu��)ײ����ɻ����ۻ����a(ch��n)������Ч��(y��ng)����Ҫ���������b���I(l��ng)��[1]���� 2 �г��˲��ֽ��ٲ��ϵ��R���ٶ�[12��13]������ͬ�N��ĩ���ϣ���ĩ���ȡ�����������Ϳ���x�ȶ���(hu��)Ӱ����R���ٶȡ�Ŀǰ���о��Y(ji��)����������ĩ��������Խ�ߣ���ĩ�R���ٶ�Խ�ߡ��� Cu ��������(d��ng)��ĩ�ĺ������� 0.04%( �|(zh��)����?j��n)?sh��)����ͬ) �r(sh��)�����e�R���ٶȼs 300 m /s; ��(d��ng)��ĩ��������ߵ� 0.38%�r(sh��)�����e�R���ٶȌ���ߵ� 610 m /s��ͬ�r(sh��)���eͿ�ӵĽY(ji��)�Ϗ�(qi��ng)���� 35 MPa ���͵� 18 MPa [14-16]�����ڽ��ٷ�ĩ����Ԫ����Ҫ������Ĥ����ʽ�����ڷ�ĩ���棬�w������ײ�����w�r(sh��)�����������Ĥ��K�����r���ٱ���Ľ��|���������w���g��ұ��Y(ji��)�ϡ���ĩ��������Խ�ߡ���������ĤԽ��Ϳ�ӳ��e�y��Խ�@�õ�Ϳ���|(zh��)��Խ��[17]��
����( 2) �d�Ⅲ��(sh��)���d�Ⅲ��(sh��)�������w���������w�ضȺ͚��w��͡�һ����f���S�����w�������ӣ��w���ٶ���u����; ���w�ضȵ����������ګ@�ø��ߵ��w���ضȺ��ٶȣ�ͬ�r(sh��)��ܛ�����ٲ��ϣ��M(j��n)�������������׃����������Ч���Ϳ�ӽY(ji��)���|(zh��)��; ���w���x��Ҫ�C�Ͽ��]�����Ч������ȫ�ԡ����Լ��ɱ������ء��� 3 �C�Ϸ����˳��Ú��w���䇊Ϳ�m����[8��12��17]: H2����ߣ��ӟ�Ч����ã��������ڰ�ȫ���^��䇊Ϳ�o��ʹ��; He ���ٿ��_(d��) 965 m /s�������^�˽^�ֽ��ٲ��ϵ��R���ٶȣ������䇊Ϳ�d���Ƃ��Ϳ�����ܘO�ѣ����Ǹ߰��ăr(ji��)��( �r(ji��)��(sh��)ʮ���� N2 ) ���������Ҏ(gu��)ģ���I(y��)��(y��ng)��; �߉����s�՚�ɱ��O�ͣ�������Ч��һ�㣬���^�ߵ���������(d��o)���ܡ�Ϳ��������(y��n)��; N2����Ч���^�ã��҃r(ji��)���^�ͣ���һ�N���õ��䇊Ϳ�������w��
����2 �䇊Ϳ���g(sh��)�о��M(j��n)չ
������������䇊Ϳ���g(sh��)�ܵ��������ա��n�������¡��ӡ��ļ��҇��W(xu��)�ߵďV���P(gu��n)ע�������܊�о���(sh��)�(y��n)�ҡ�������܊�b�䌍(sh��)�(y��n)�ҡ��ձ��������|(zh��)�о���������ؐ������ؐ����������W(xu��)����(li��n)�����b��W(xu��)��������ͨ��W(xu��)���������I(y��)��W(xu��)���п�Ժ��ꖽ��������V�|ʡ�ƌW(xu��)Ժ����ꖴ��������о�����֪����W(xu��)���о��C(j��)��(g��u)���䇊Ϳ��ĩ�����O(sh��)Ӌ(j��)��Ϳ�ӽY(ji��)�ϙC(j��)����Ϳ�ӽM���Y(ji��)��(g��u)�c�����{(di��o)�صȷ����_չ�˴����о���
����2.1 �䇊Ϳ��ĩ�����O(sh��)Ӌ(j��)
����( 1) ��ĩ��ò���ȡ���ĩ��ò�����ȵȅ���(sh��)��Ϳ�ӵij��e�^�̡��M���Y(ji��)��(g��u)���������@��Ӱ푡�Venkatesh ��[18]��Ma ��[19]ͨ�^���w��(d��ng)���W(xu��)��(sh��)ֵģ�MӋ(j��)��ͷ�ĩ�w���ٶȜyԇ�о����䇊Ϳ��ĩ�����e����Ӱ푣��о��������ض��Ě������l���£��o���ɷֵĽ��ٷ�ĩ����ԽС����òԽ��Ҏ(gu��)�t���w���ٶ�Խ�ߣ���ĩ�ij��eЧ��Խ�ߣ�Ϳ��Խ���ܡ�����ĩ����ԽС����òԽ��Ҏ(gu��)�t����ĩ����(d��ng)��Խ��ͷ�Խ���y����ˣ��m�˵��䇊Ϳ��ĩ�豣�C��������(d��ng)�ԣ�ͬ�r(sh��)�����M����С��
����( 2) ��ĩ�ɷ֡�ͨ�^�ڇ�Ϳ��ĩ�������m����Ӳ�|(zh��)���w�������û�Ϸ�ĩ�в�ͬ�w���ij��e���Բ�����@�����Ϳ�ӳ��eЧ�ʺ����ܶ�[20]��Leger ��[21]�о������� Al2O3�w�����XͿ�����ܵ�Ӱ푡�ͨ�^���X�������� 15%( �|(zh��)����?j��n)?sh��)) �� Al2O3�w����Ϳ�ӵĿ�϶�ʏ� 6.0%���͵� 2.5%��ͬ�r(sh��)Ӳ�|(zh��)�մ��w��ͨ�^ײ������ٱ��棬����˷�ĩ���eЧ�ʣ����eЧ�ʵ���ߙC(j��)���д��M(j��n)һ���U����Koivuluoto ��[22]�о�������Al2O3�w�����~Ϳ�ӽM�������W(xu��)���ܵ�Ӱ푣��l(f��)�F(xi��n)��Ϳ�ӳ��e�^���У�Ӳ�|(zh��)�մ��w���a(ch��n)�����N��Ч��(y��ng)�����Ϳ�����ܶ��c��(qi��ng)�ȡ�
����2.2 Ϳ�ӽY(ji��)�ϙC(j��)��
�����䇊Ϳͨ�^���ٹ̑B(t��i)�w���c���w�l(f��)����ײ�a(ch��n)���O�ߵđ�(y��ng)���͑�(y��ng)׃��ͨ�^“�^�����ʧ��(w��n)”����������׃������׃�Ό�(sh��)�F(xi��n)Ϳ�ӵij��e[23]��Ŀǰ���о�����Ҫͨ�^Ӌ(j��)��C(j��)���g(sh��)ģ�MӋ(j��)���cԇ�(y��n)��Y(ji��)�ϵķ�ʽ�о�Ϳ�ӽY(ji��)�ϙC(j��)���������䇊Ϳ�е�Ϳ��/���w�Y(ji��)�ϙC(j��)���Пo��Փ���^�����ʧ��(w��n)��Ŀǰ���������䇊Ϳ�Y(ji��)�ϙC(j��)����ͨ�����@һ�^�̷֞� 4 ��(g��)�A�Σ����ȇ�Ϳ�w���c���w���|�l(f��)����ײ���S��a(ch��n)����ײ���Ɖ����w����������Ĥ��¶�����r���٣�Ȼ���w���ڼ�����������߅���ֲ��l(f��)���^�����ʧ��(w��n)����(d��ng)�ض����߮a(ch��n)����ܛ�����ô��ڑ�(y��ng)׃�a(ch��n)���ļӹ�Ӳ�����Õr(sh��)���o�ܽ��|�ľֲ�λ�îa(ch��n)���ۻ����γ�ұ��Y(ji��)��[24]��
�������ā�Դ�ڣ������ϱ��o(h��)��������h���ϱ��o(h��)�о������k��һ������(n��i)��_�l(f��)�е��s־���s־��(n��i)�ݰ����僣����W(xu��)僣���僣�����僸������W(xu��)�D(zhu��n)��Ĥ���ᇊͿ��Ϳ��Ϳ�b�����g���o(h��)���坍���a(ch��n)�ȶ���(n��i)�ݡ�
�����о��������ڲ�ͬ���Ϻͳ��e��ˇ�l���£�Ϳ�����w��֮�g���������Y(ji��)�ϡ��C(j��)е�Y(ji��)�ϡ�ұ��Y(ji��)�Ϻͻ��W(xu��)�Y(ji��)�ϵȶ�N�Y(ji��)�Ϸ�ʽ��Champagne ��[25]��Moridi ��[26]�� Sun ��[27]����˙C(j��)е�Y(ji��)�ϙC(j��)�Ɓ�����w�����e�^���н���Y(ji��)�ϙC(j��)��: ��Ϳ�w���l(f��)���^�����ʧ��(w��n)���ڸ���?z��ng)_���°l(f��)��������׃�ͽ����������w��֮�g�a(ch��n)���C(j��)е�Y(ji��)�ϣ��γəC(j��)е(li��n)�i��Hussain ��[28]�J(r��n)���w���l(f��)���^�����ʧ��(w��n)�����^�ߵĉ��������³��e�ڻ��w���棬ͨ�^���ҵ�����׃��ʹ�����r���ٱ��滥����|���ڷ����A���������γ������Y(ji��)�ϡ�Grujicic ��[29]�J(r��n)���w����ײ�a(ch��n)���^�����ʧ��(w��n)��ԓ�^�̮a(ch��n)���ľֲ��ߜ����_(d��)�����ϵ����c(di��n)���Ķ���Ϳ�� -���w���桢Ϳ��֮�g�γ�ұ��Y(ji��)�ϡ�һ���J(r��n)�飬��ĩ�����ﺬ�����w�����e�r(sh��)������׃�γ̶�ֱ��Ӱ�ұ��Y(ji��)�ϳ̶ȡ�Xie ��[30]���X���w���䇊Ϳ���e�� Ni Ϳ�ӣ��ڽ���̎�l(f��)�F(xi��n)�� Ni3Al �����g������C�������w������׃���^���Юa(ch��n)���ĸߜؕ�(hu��)���l(f��)���W(xu��)�Y(ji��)�ϡ�
����2.3 Ϳ�ӽM���Y(ji��)��(g��u)�c�����{(di��o)��
�����䇊Ϳ�M���Y(ji��)��(g��u)�c���ܿ�ͨ�^��N��ʽ�M(j��n)���{(di��o)�أ��燊Ϳ��ĩ�O(sh��)Ӌ(j��)����ˇ�^�̿��ơ���̎���ȡ��Õԝ���[17]ϵ�y(t��ng)���Y(ji��)�w�{���䇊Ϳ���ٵĽM���Y(ji��)��(g��u)�c�����{(di��o)�ط�����
����( 1) ��Ϳ��ĩ�O(sh��)Ӌ(j��)��ͨ�^��ĩ�ɷ֡����ȡ���ò���Y(ji��)��(g��u)������������������(sh��)����Ч�{(di��o)���w�����e�^�̡����e�C(j��)�ƺ�Ϳ�ӽM���Y(ji��)��(g��u)�c���ܡ�������ͨ��W(xu��)�ᇊͿ�о��F(tu��n)�(du��)[31��32]ͨ�^�{(di��o)�ؽ��ٷ�ĩ�Y(ji��)��(g��u)������Y(ji��)��(g��u)�͌�(sh��)�ĽY(ji��)��(g��u)�Ľ��ٷ�ĩ��ϣ����ø�Ӳ��ĩ�ĺ���(sh��)Ч��(y��ng)������Ϳ�����ܶȡ����ā���[33]�����䇊Ϳ�Ƃ��˶�� Ti �� Ti �Ͻ��K�ģ��о�������ĩ�ɷ֡����ȼ���Ϳ��ˇ���Ƃ�K�ĵĿ�϶����ֱ��Ӱ푡��Õԝ���[34]�� Al ��ĩ�м�����������R���w���P䓇����w������ԭ�ϣ�ͨ�^Ӳ�|(zh��)�����w�����䇊Ϳ�^���е�ԭλ���Ч��(y��ng)���@���˿�϶�ʵ��� 0. 3%��K�ĸ����� Al Ϳ�ӡ�
����( 2) ��Ϳ�^�̿��ơ��w��׃�γ̶���Ӱ��䇊Ϳ���eͿ�����ܶ��c��(n��i)���Y(ji��)���|(zh��)���ěQ�������أ��̑B(t��i)�w����ײ�^���У����S���w����(d��ng)�������ԑ�(y��ng)׃�c���ܵ��D(zhu��n)�Q����˿�ͨ�^����w����ײ�ٶ��c�ضȴ��M(j��n)�w������׃�γ̶ȣ�����Ϳ�ӿ�϶�ʣ����Ϳ�ӽY(ji��)���|(zh��)��[35��36]���ڇ�Ϳ��ĩ�����ܽY(ji��)��(g��u)�_���ėl���£���ͨ�^�{(di��o)��(ji��)���w��͡����w���������w�ضȁ�����w���ٶȡ��c N2�Ϳ՚���ȣ�He ����и��ߵ��٣���˲��� He ����@������w���ٶȺͳ��eͿ���|(zh��)����Wong ��[37]ϵ�y(t��ng)�о����䇊Ϳ���M(j��n)���w���Ϳ�����ܵ�Ӱ푣��l(f��)�F(xi��n)��ͬ�ӵ����M(j��n)���w�����£��� He ���������M(j��n)���w���e��Ϳ�Ӹ����ܡ�ͨ�^��ߚ��w�ӟ�ضȺ͌���ĩ�M(j��n)���A(y��)��ͬ��������w���ض�[38��39]��
����( 3) Ϳ�Ӻ�̎����Ŀǰ�䇊Ϳ��̎�������П�̎��������Ħ������܈�����o���ȶ�N���ձ����x�Ӽ��й�˾[39]ͨ�^��(y��u)����̎��?xi��ng)l�����������䇊Ϳ������ Cu��Al Ϳ�ӵ����L�ʣ��_(d��)�����c���ىK���ஔ(d��ng)?sh��)�ˮƽ���@�����ڟ�̎���ܴ��M(j��n)�w��֮�g��ԭ�ӔU(ku��)ɢ�������S����̎��ضȵ��M(j��n)һ����ߣ�Ϳ�ӏ�(qi��ng)�ȳʬF(xi��n)�½�څ�ݡ�������ͨ��W(xu��)�ᇊͿ�о��F(tu��n)�(du��)[40]���� 1 150 �� �ߜ،��䇊Ϳ Inconel 718 �ߜغϽ�Ϳ���M(j��n)���˟�̎��������ԇ�(y��n)�l(f��)�F(xi��n)Ϳ�ӽ�(j��ng)��̎����(qi��ng)�Ⱥ����������@��ߡ�Li ��[41]���䇊Ϳ Ti �� Ti6Al4V Ϳ���M(j��n)������˻�̎���l(f��)�F(xi��n)�˻��^��������֮�g�Ľ��|����ͨ�^ԭ�ӔU(ku��)ɢ�;����w�ưl(f��)����ұ��Y(ji��)�ϡ�Blose ��[42]���ß���o�� ( Hot isostatic pressing��HIP) ��ʽ���䇊Ϳ Ti6Al4V Ϳ���M(j��n)����̎������������Ϳ�����ܡ�
����3 �䇊Ϳ���g(sh��)��Ş���I(l��ng)��đ�(y��ng)��
�����M(j��n)�� 21 ���o(j��)���䇊Ϳ���g(sh��)���ٰl(f��)չ���䇊ͿͿ���ڸ��g���o(h��)��ĥ�p���㲿���ޏ�(f��)����������ȷ���ă�(y��u)����uչ�F(xi��n)������ 2000 �꣬���������c���ڼ��g(sh��)�о���( iMAST) ��[43]ᘌ���܊�ɗ�����ͧ���X�Ͻ�݆�ӡ�����b�����R��ĥ�p�����g���}���_չ���䇊Ϳ���e��������ĥͿ�ӑ�(y��ng)���о���2006 �꣬������܊����ϵ�y(t��ng)˾�( NAVAIR) ͨ�^��܊���켼�g(sh��)( Navy ManTech) Ӌ(j��)���_չ�˸��g�V�Ͻ��㲿�����䇊Ϳ�ޏ�(f��)���g(sh��)�о�; 2008 �꣬�����������l(f��)�����䇊Ϳ���칤ˇ��(bi��o)��(zh��n): MIL -STD-3021; 2009 �꣬������܊����ϵ�y(t��ng)˾������ﲨ���غ�܊���վS��վ( NADEP -CP) �������䇊Ϳʾ���O(sh��)ʩ[7]���ں�܊Ş���I(l��ng)���䇊Ϳ���g(sh��)�đ�(y��ng)����Ҫ�w�F(xi��n)�ڸ��g���o(h��)���ޏ�(f��)�������ٷ��档
�����䇊Ϳ���e�^�̵ĵ���������ʹ���e�m�˽��ٷ���Ϳ�ӵ��Ƃ䡣�����܊�о���(sh��)�(y��n)��( ARL) �_չ�˶�N�䇊Ϳ�����gͿ�ӑ�(y��ng)���о����� 4 �г����䲿���о�[7]������(j��)�����C(j��)����ͬ���Ɍ�����Ϳ�ӷ֞�ꖘO��Ϳ��( �� Al��Zn ����Ͻ��) ��ꎘO��Ϳ��( Cu��Ni�� Ti ��) ��
����iMAST [43]�����䇊Ϳ���g(sh��)�ں�܊�ɗ�����ͧ���b��䓱�����e��һ�� Al Ϳ�ӣ����gԇ�(y��n)�������cͿ���h(hu��n)��Ϳ����ȣ�Al Ϳ�Ӿ��и��õ����g���ܡ������܊����܊����Ş�dֱ���C(j��)���̶���ֱ���C(j��)���V�Ͻ�׃���䚤�w�ں���h(hu��n)���O�װl(f��)�����g�����y(t��ng)�����t���g(sh��)���V�Ͻ��o(h��)Ч�����ѣ��ҭh(hu��n)���ԘO����˽�Qԓ���}��ARL �о��ˆT�����䇊Ϳ���e Cu -Al Ϳ�ӌ��V�Ͻ��w�M(j��n)�и��g���o(h��)���p���ޏ�(f��)������Ϳ�����g���_����ƣ�ڡ���(sh��)�H���������M(j��n)���˾C�Ϝyԇ���l(f��)�F(xi��n)�c�V�Ͻ���w��ȣ��䇊Ϳ���e Cu -Al Ϳ�Ӿ������õķ��o(h��)Ч��[44]��2012 �꣬NAVAIR��RUAG ��˾�c�Ĵ����������ƌW(xu��)���g(sh��)�M�������䇊Ϳ�X�Ͻ��ĩ�ɹ��ޏ�(f��)�˰Ĵ�������܊ SH-60 ֱ���C(j��)�X݆���V�Ͻ��w���D 3 ��ʾ�鲿���V�Ͻ�׃���䚤�w�Ȳ����䇊Ϳ�ޏ�(f��)ǰ�ȡ�
�������ڂ��y(t��ng)�ĸ߉��䇊Ϳϵ�y(t��ng)�F(xi��n)�����������^����m��Ş�d�S�ޣ�������܊ͨ�^С��I(y��)��(chu��ng)���о�Ӌ(j��)�� ( SBIR) �͇��������ل�(chu��ng)�»���( RIF) ���(xi��ng)Ŀ���c VRC Metal Systems ��˾�������_չ�˱�yʽ�䇊Ϳϵ�y(t��ng)���䇊Ϳ�ޏ�(f��)���g(sh��)�о���������������܊��Ş�ޏ�(f��)����[45]���D 4 ��ʾ�� VRC �_�l(f��)�ı�yʽ�䇊Ϳϵ�y(t��ng)ԭ�ͼ��әC(j��)������ԓ�O(sh��)�䣬VRC ��˾�c������܊(li��n)���_�l(f��)�� 3 �(xi��ng)�䇊Ϳ�ޏ�(f��)��(y��ng)�È�������һ�����dˮœ��ƹ��w�ޏ�(f��)��ᘌ����dˮœ��ƹ��w��(y��n)�صĸ��g���}������ 6061 �X�Ͻ�����释Ϳ���ϣ�ͨ�^�䇊Ϳ���g(sh��)�ڸ��g�^(q��)����eһ�� 6061 �X�Ͻ�Ϳ�ӣ��c���ú����ޏ�(f��)��ȣ����H��(ji��)ʡ�˴����r(sh��)�g����Ϳ�ӵĠ���ꖘOЧ��(y��ng)��䓻��w�ṩ�˸��õķ��o(h��)Ч�����ڶ����όӽ������ӽY(ji��)��(g��u)���g���o(h��)����Ş���όӽY(ji��)��(g��u)�c���w���Ӆ^(q��)�����ڬF(xi��n)�еĠ���ꖘO�K���o(h��)Ч�����ޣ����N���ٺ����ں��p̎�a(ch��n)�����żʧ������˺��p�^(q��)��ĸ��g����(y��n)�ؕr(sh��)��(hu��)Ӱ푴��w��(qi��ng)�ȡ�ͨ�^�䇊Ϳ���g(sh��)�ں��p�^(q��)����eһ�� 6061 �X�Ͻ�Ϳ�ӣ�����Ч��ߺ��p�^(q��)�����g���ܡ��������~懺Ͻ��y�T�ޏ�(f��)�����w��(n��i)�����~懺Ͻ��y�T�ں�ˮ�L�ڛ_ˢ�����g�C�������£��y�w���ܷ�^(q��)���g��(y��n)�ء����y(t��ng)���ޏ�(f��)���g(sh��)���ڽY(ji��)�������Ó�䆖�}�������䇊Ϳ NiCr/CrxCy�ܿ����ޏ�(f��)�y�T��(n��i)���ĸ��g�ӣ��ޏ�(f��)�Ӿ����^�õĽY(ji��)������Ӳ�ȣ����������y�T���ۉ������ޏ�(f��)���y�TҊ�D 5 ��ʾ��
�������� Inovati ��˾����?q��)��?y��n)���о����Ԅ�(d��ng)�����a(ch��n)���F(xi��n)���ք�(d��ng)�����Ȳ�ͬ���������_�l(f��)�˲�ͬ���õ� KM ϵ���䇊Ϳϵ�y(t��ng)����D 6 ��ʾ��ԓϵ�y(t��ng)���õ͉� He ����٣������������� 1 MPa���ɇ�Ϳ��N���ټ������մɡ�ԓϵ�y(t��ng)��������܊�S�ތ����O(sh��)��[8]���D 7 ��ʾ�ǬF(xi��n)���ޏ�(f��)ֱ���C(j��)����ܱ��港�g�p����Ŀǰ������܊���Һ�ĸ����������ͱ�yʽ�䇊Ϳ����ϵ�y(t��ng)���Ա��Ϻ�ĸ��Ş�d�w�C(j��)��Ş�ϾS������[47]��
�����S����yʽ�䇊Ϳϵ�y(t��ng)���_�l(f��)���䇊Ϳ���g(sh��)�яV�����ں�܊Ş���y�T�����w�Ȳ������ޏ�(f��)����(j��ng)ԇ�(y��n)�(y��n)�C�����ޏ�(f��)Ч�����@��(y��u)�ڂ��y(t��ng)�ĺ��ӡ������۸��ȹ�ˇ���ռ��؞���܊�촬�S�� 2015 ����� VRC �䇊Ϳϵ�y(t��ng)���e 6061 �X�Ͻ��ĩ�ɹ��ޏ�(f��)���X�Ͻ��y�T�Ƅ�(d��ng)���ܷ��漰����ĸ��g�ӣ��ޏ�(f��)����Ƅ�(d��ng)��ͨ�^�˷��ۜyԇ���ˡ�2016 �꣬ԓ���S�����䇊Ϳ���g(sh��)�ޏ�(f��)��“����”�������˝�ͧ���X�Ͻ�Һ��(d��ng)�b�ü�“����Ɲ” ̖��ĸ����ѭ�h(hu��n)ˮ�Ú��w���D 8 ��ʾ���ޏ�(f��)ǰ�ȈD��
����4 ���Y(ji��)�cչ��
�����䇊Ϳ�����乤ˇ�ضȵ͡����e���ϏV�����ٳ��Ρ��Gɫ�h(hu��n)�������c(di��n)���ڽ��ٷ��o(h��)Ϳ���Ƃ䡢�㲿���ޏ�(f��)��������@���ă�(y��u)�ݡ��� 20 ���������(n��i)��W(xu��)�ߺ��о��C(j��)��(g��u)���䇊Ϳ���ϡ�Ϳ�ӽY(ji��)�ϙC(j��)�����M���Y(ji��)��(g��u)�c�����{(di��o)�ء���Ϳϵ�y(t��ng)�_�l(f��)����ȡ�����T���M(j��n)�����Ƅ�(d��ng)���䇊Ϳ�ڸ��g��ĥ�p���o(h��)�������ޏ�(f��)���������췽��ďV����(y��ng)�á����������һ��܊��(qi��ng)���������ѳɹ����䇊Ϳ��(y��ng)���ں�܊Ş�d�w�C(j��)��Ş���O(sh��)��ĸ��g���o(h��)���㲿���ޏ�(f��)�����ƶ������P(gu��n)���g(sh��)��(bi��o)��(zh��n)��Ҏ(gu��)�������������亣܊�b�䱣��������“ʮһ��”�ԁ�����ꖴ��������о������������I(y��)��W(xu��)��������ͨ��W(xu��)�Ȇ�λ��܊ί�b��l(f��)չ��֧���£��_չ�˶���(g��)�䇊Ϳ�о��(xi��ng)Ŀ�����䇊Ϳ���g���o(h��)Ϳ���Ƃ䡢�㲿���ޏ�(f��)���͉��䇊Ϳ�O(sh��)���_�l(f��)�ȷ���ȡ����һ���ɹ����������ڇ���(n��i)�䇊Ϳϵ�y(t��ng)�l(f��)չ�^��������(y��ng)���о��e���^�٣��Һ�܊���¼��g(sh��)��(y��ng)���ƏV�����^�����أ�����δҊ���䇊Ϳ���g(sh��)�ں�܊Ş���b���ϵČ�(sh��)�H��(y��ng)�ð�����
�����䇊Ϳ���g(sh��)�ں�܊�b�䱣�Ϸ���ļ��g(sh��)��(y��u)���ѵõ��(y��n)�C��δ������ͨ�^܊�����І�λ���ߵ�ԺУ���O(sh��)����I(y��)����܊���촬�S(li��n)�ϵķ�ʽ���l(f��)�]�������g(sh��)��(y��u)�ݣ�(li��n)���_չ�䇊Ϳ��(y��ng)�ü��g(sh��)�о������ƶ����P(gu��n)������(bi��o)��(zh��n)��܊�Ø�(bi��o)��(zh��n)���Ƅ�(d��ng)�䇊Ϳ���g(sh��)�ں�܊Ş���I(l��ng)��đ�(y��ng)���ƏV������҇���܊Ş���b�丯�g���o(h��)���ܼ��ޏ�(f��)����������——Փ�����ߣ��S����1 ���Õԝ�2 ����Ц��1 ���x���h1 ���S ��1 ���K �u1 ����Ѽ�3
����[ �� �� �� �I(xi��n) ]
����[1] ���L��.�Ї��䇊Ϳ�о��M(j��n)չ[J]. �Ї����湤�̣�2009�� 22( 4) : 5-14. LI C J. The State -of -art of Research and Development on Cold Spraying in China[J]. China Surface Engineering�� 2009��22( 4) : 5-14.
����[2] ALKHIMOV A P��KOSAREV V F��PAPYRIN A N. A method of cold gas -dynamic deposition[J]. Soviet Physics Doklady��1990��35: 1 047-1 049.
����[3] ALKHIMOV A P��PAPYRIN A N��KOSAREV V F��et al. Gas - dynamic spray method for applying a coating: US 5302414[P]. 1994-04-12.
����[4] ASSADI H��KREYE H��Gärtner F��et al. Cold spraying -A materials perspective[J]. Acta Materialia��2016��116: 382- 407.
����[5] BEMDT C. Thermal spray: Surface engineering via applied research ( Proceedings of the 1st International Thermal Spray Conference) [C]. OH��USA: ASM International Materials Park��2000.
����[6] SHUO Y��CAVALIERE P��ALDWELL B��et al. Cold spray additive manufacturing and repair: Fundamentals and applications[J]. Additive Manufacturing��2018��21: 628-650.
����[7] CHAMPAGNE V��HELFRITCH D. The unique abilities of cold spray deposition[J]. International Materials Reviews�� 2016��61: 7��437-455.
����[8] �S���ܣ��� �T�����ā�����. �䇊Ϳ���g(sh��)����ϵ�y(t��ng)���о��F(xi��n)���cչ��[J]. ���漼�g(sh��)��2021��50( 7) : 1-23. HUANG C J��YIN S��LI W Y��et al. Cold Spray Technology and Its System: Research Status and Prospect[J]. Surface Technology��2021��50( 7) : 1-23.
����[9] LI W Y��YANG K��YIN S��et al. Solid-state additive manufacturing and repairing by cold spraying: A review[J]. Journal of Materials Science & Technology��2018��34( 3) : 440- 457.
����[10] LI W Y��HUANG C J��YU M��et al. State -of -the -art of cold spraying composite coatings[J]. Journal of Materials Engineering��2013��61( 8) : 1-10.
����[11] LI W Y��ASSADI H��GAERTNER F��et al. A review of advanced composite and nanostructured coatings by solid -state cold spraying process[J]. Critical Reviews in Solid State and Materials Sciences��2019��44( 2) : 109-156.